5.2 斜角検査
垂直探傷法は層状の欠陥の検出には高い効果がありますが、一般的な溶接部の検査には向いていません。通常、溶接部の欠陥は部品の表面に平行ではないためです。 溶接部の形状、欠陥の方向、溶接部のクラウンやビードが組み合わさった状況では、角度のあるビームを使用して溶接部の側面から検査する必要があります。 斜角検査は、超音波探傷で最も多く使用されている探傷法です。
斜角プローブは探触子とウェッジで構成されますが、個別の部品である場合と単一の筐体に組み込まれている場合があります。 これらのプローブは、境界面での屈折とモード変換の原則に基づいて、下図に示すように試験体内に屈折した横波と縦波を生成します。
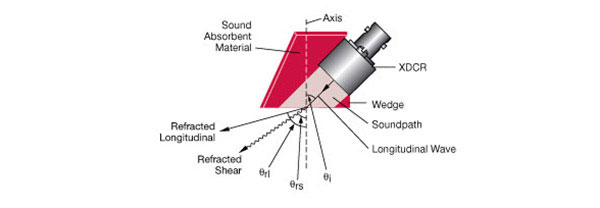
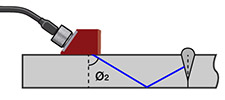
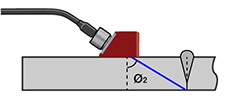
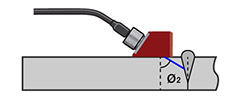
最もよく使用される斜角プローブは、試験体内に45度、60度、または70度の標準角度で屈折した横波を生成します。 所望の屈折角の生成に必要な入射角は、材料音速に基づき、スネルの法則により以下の方程式で求められます。
プラスチックまたはエポキシ樹脂製ウェッジを鉄鋼にカップリングする典型的な検査の場合、入射角が小さいと縦波と横波の両ビーム要素が生成されるため、特殊な縦波用斜角ウェッジが存在します。 ただし、通常使用される検査角度では主要な横波のみが生成されます。方程式に対する縦波値が90度を超えてしまい、不可能であるためです。
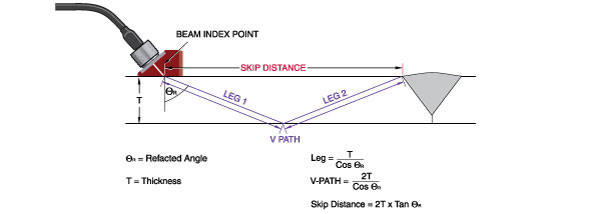
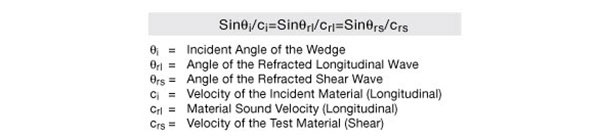
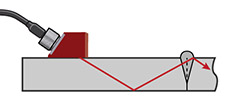
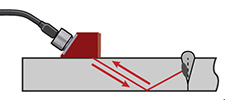
標準的な検査では、音波は生成された角度で試験体の底部に伝搬してから、同じ角度で上方向に反射します。 プローブを前後に動かすと、音波が溶接部の高さ全体をスイープします。 このようなスキャンの動きによって溶接部全体の探傷が可能になり、融合線上と溶接本体内の両方で欠陥を検出できます。
 |  |
 |  |
垂直探傷の場合と同様に、斜角検査でもオペレーターは欠陥に対応する反射を探します。 初期設定時、オペレーターは溶接ビードなどの幾何学的構造から発せられるエコーに注目する必要があります。 溶接部を表すゾーン内の追加のエコーは、融合不良、亀裂、ポロシティ、その他の欠陥に対応するものであり、そのタイプ、深さ、およびサイズはさらなる解析で判別できます。
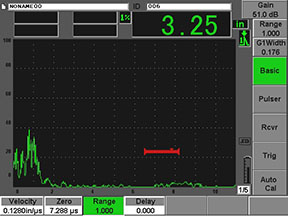
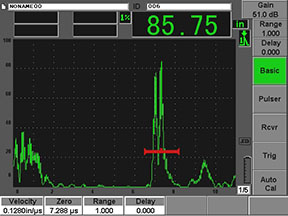
以下の例では、良好な溶接部を通過する音波は反射がなく、重大な欠陥指示は画面上に見られません。 しかし、溶接部内の欠陥は、赤色のゲートでマークされた対象ゾーンに強い反射を生じさせています。
 |  |
 |  |