TFMによりAcoustic Influence Map(AIM)
Chi-Hang Kwan
Guillaume Painchaud-April
Benoit Lepage
2019 ASNT Research Symposiumでの発表より
要旨
この論文では、新たに開発された半解析モデルを紹介しながら、方向性のある欠陥とない欠陥の双方について、トータルフォーカシングメソッド(TFM)振幅感度マップを予測します。複数の界面相互作用や波形モードの転換を含む複雑な音響パスの場合、Acoustic Influence Map(AIM)の知識があれば、検査員はスキャンプランを微調整して、得られるTFM画像のSN比を最大化し、欠陥検出率を向上させることができます。この新しい音響モデルの精度は、横穴と平底穴を含む試験片を用いた実験でテストおよび実証されました。実証実験の結果、実験によるTFM振幅マップと理論上のAIMが十分に一致することが示されています。また、結果では、このモデルが最適なTFM検査モードを選択するために使用できることも示されています。
はじめに
トータルフォーカシングメソッド(TFM)は、開口合成によるビーム形成技法であり、非破壊検査(NDT)業界において過去10年にわたり活発に開発が続けられています[1]。フルマトリックスキャプチャ(FMC)データセットで収集されたA-スキャンデータに、適切な伝送および受信遅延を適用することにより、TFMは検査領域内のすべての位置に電子的にフォーカスすることができます。すべてのポイントに電子的にフォーカスできるため、TFMで得られる分解能は、従来のフェーズドアレイ超音波探傷法よりも優れています。また、複数の音響モードの伝搬時間を計算して適用することにより、マルチモードTFMは検査対象の試験体に関する追加情報を表示できます[2]。
このような特長がある一方で、TFMには物理法則による制限事項も存在します。検査領域は、界面相互作用、ビーム形成の制限、および伝搬パスの減衰の影響で、感度が低くなる場合があります。TFMが持つ目新しさ、検査体系がないこと、そしてマルチモードTFMイメージングの複雑さのため、検査員は概してTFMの物理的制約に気付きません。そのため、SN比(SNR)と検出率を最大化する最適なスキャンプランを定義できません。その結果、特定のTFM検傷プランに対する音響感度マップを推定するツールを導入する必要があります。
影響の音響領域
Acoustic Influence Map(AIM)は、特定のTFM検傷プランに対する理論上の音響振幅マップです。一般に、AIMは方向性のある欠陥とない欠陥の散乱体によって異なります。方向性のない散乱体に対するNDT例としては、溶接部内のスラグや孔があり、方向性のある散乱体の例としては、溶接部内の溶解不良や各種の亀裂があります。方向性のある欠陥の散乱応答は、フェーズドアレイ探触子システムのモデリングでは無視されることが多い、重要なパラメーターです。
AIMを計算するため、オリンパスでは、パルスエコーの2方向音圧応答、セルフタンデム、およびダブルスキップの各TFM探傷モードを計算する、光線ベースの半解析音響モデルを開発しました。この音響モデルでは、透過と反射の係数、形状的なビームの広がり、および材料減衰の影響を考慮に入れています。さらに、このモデルではレイリー・ゾンマーフェルト積分[3]も使用して、平底穴(FBH)の遠距離場散乱応答をモデル化しています。FBH散乱応答は、方向性のある欠陥のシミュレートに用いられます。
実証実験この音響モデルの精度を調べるため、実験的に取得したTFM振幅マップと理論上の計算によるTFM AIMを比較する実証実験を行いました。2つの実証実験から得られた結果をこのセクションに記します。最初の実証実験は、小径の横穴(SDH)を持つ試験片に対して実施しました。このSDHは、方向性のない欠陥の散乱体による散乱応答をシミュレートします。2つ目の実証実験は、方向性のある欠陥の散乱応答をシミュレートするFBHを持つ試験片に対して実施しました。 この論文に示す実験結果において、x軸は最初の探触子素子の右方向をプラスと定義し、z軸は試験片の表面から下をプラスと定義します。この座標系の模式図を図1に示します。 | 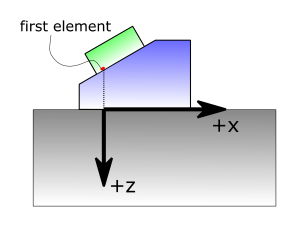 図1: この論文で使用する座標系 |
横穴の検証
SDHの実証実験は、NAVSHIPS(メートル法)1018スチール試験片に対して実施されました。この試験片には、6つの1.2 mm(0.05インチ)径SDHが、6.25 mm(0.25インチ)から37.5 mm(1.5インチ)まで6.25 mm刻みの深さにあります。試験片を逆さまにすると、6.25 mm(0.25インチ)から68.75 mm(2.7インチ)までの深さにあるSDHを調べることができます。使用したプローブは、32素子の5L32-A31であり、中央周波数5 MHz、素子間のピッチ0.6 mmです。このプローブは、36.1º SA31-N55S-IHC Rexoliteウェッジに結合されました。実験の設定の模式図を図2に示します。
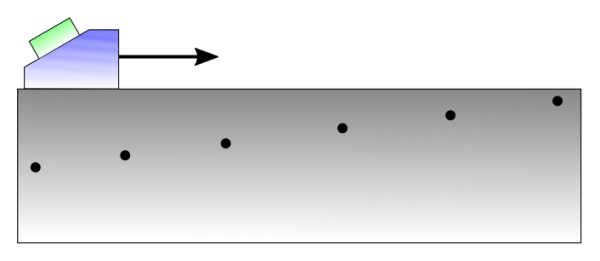
図2: SDH実証実験の模式図。上面のスキャン方向のみが示されている。
試験片の表面に沿ってプローブを平行移動させて、プローブに対してさまざまな位置にあるSDHからの散乱エコーを取得しました。後処理用に各スキャン位置でFMCデータセットを収集し、実験によるTFM振幅マップが生成されました。後処理アルゴリズムの説明を以下のサブセクションに記します。
実験によるTFM振幅マップの生成
実験によるTFM振幅マップを生成するための主なステップは、以下のとおりです。
- 固定したスキャン位置にある所定の欠陥について、深さ(z方向)ゲートを使用して、振幅マップの幅に沿った振幅ラインを取得します。
- 異なるスキャン位置に対してステップ1を繰り返して、所定の欠陥の複合振幅ラインを取得します。
- 他のすべての欠陥に対してステップ1と2を繰り返して、さまざまなz位置の複合振幅ラインを取得します。
- z方向の複合振幅ラインを補間して、最終的なTFM振幅マップを取得します。
ステップ1を図3に示します。図3は、まずzゲートで指定された深さで、振幅マップの幅に沿ったTFMストリップを形成することを示しています。zゲートの位置は、既知の欠陥の深さに基づいて選択されています。TFMストリップに沿ったすべてのx位置で、最大振幅がz方向に沿って取得され、図3の下部に示す振幅ラインが得られます。
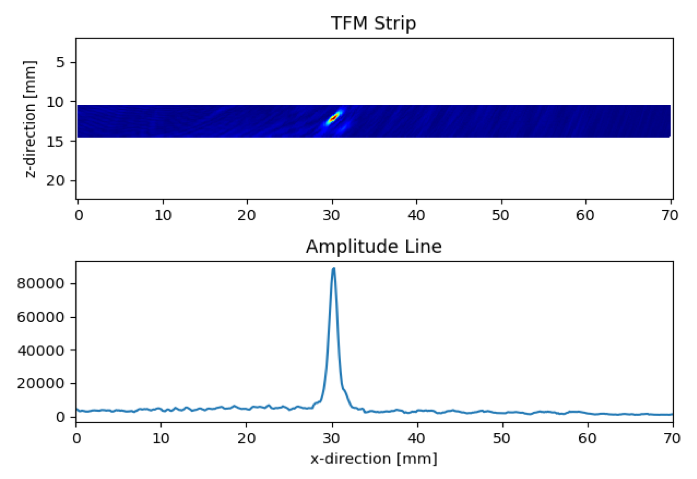
図3: 1つのスキャン位置で所定の欠陥に対する振幅ラインを取得する手順
所定の欠陥に対する複合振幅ラインを形成するため、さまざまなスキャン位置で取得したすべての振幅ラインを比較し、最大振幅値を記録します。この手順を図4に示します。
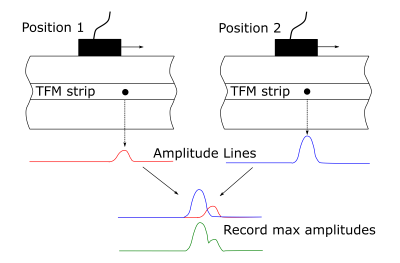
図4: さまざまなスキャン位置で複合振幅ラインを形成する手順
所定の欠陥に対する複合振幅ラインを形成した後、異なる深さにあるすべての欠陥に対してプロセスを繰り返します。図5は、NAVSHIPS試験片に存在するSDHに対して取得された、パルスエコーTTモードの複合振幅ラインを示しています(上面と底面の両方向)。図5およびこの論文内のTFMの実験で生成されたすべての図において、TFMの振幅画像は正規化されていません。データ収集機器に12ビットのデジタイザーを使用することと、プローブに32素子が含まれることから、TFM画像における理論上の最大振幅は2097152(212 ÷ 2 × 32 × 32)です。
深さ6.25 mm(0.25インチ)、62.5 mm(2.5インチ)、および68.75 mm(2.7インチ)のSDHに対する複合振幅ラインは、図5には含まれていないことに留意してください。これらのSDHは試験片の側面の限界近くにあるため、振幅マップの幅全体に沿った複合振幅ラインを完全に取得できませんでした。
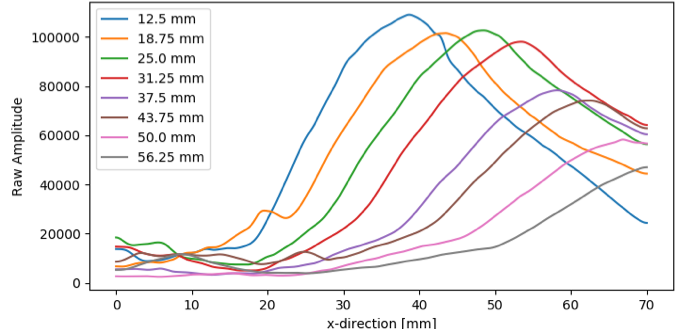
図5: NAVSHIPS試験片に存在するSDHの複合振幅ライン
実験によるTFM振幅マップとAIMとの比較
図5に示した複合振幅ラインに対してz方向の補間を行うことにより、図6(a)に示す実験によるTFM振幅マップを取得しました。
図6(a)は、このTFMスキャンプランが、ステアリング角の低い位置(30º)と高い位置(>70º)の両方で感度が低いことを示しています。低いステアリング角での感度の低さは、Rexoliteウェッジからスチール試験片への透過係数値が小さいことが原因です[4]。一方、高いステアリング角での感度の低さは、大きい実効F値によってフォーカシングが低くなるためです[5]。これらの結果は、従来のフェーズドアレイ斜角探傷において推奨されるステアリング角ガイドラインに一致します[6]。
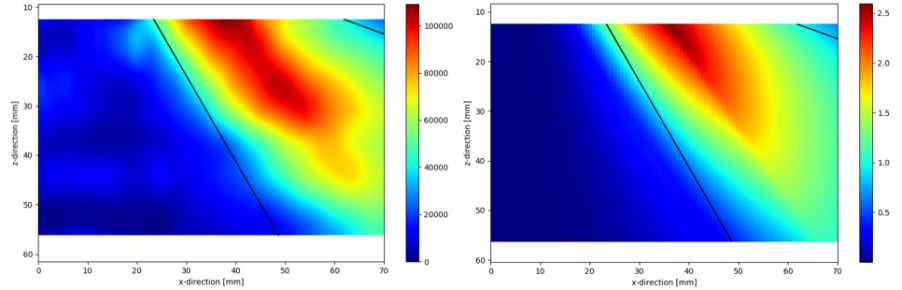
図6:(a)パルスエコーTTモードの実験によるSDH振幅マップと(b)理論上のSDH AIM。30ºおよび70ºのステアリング角ガイドライン(開口幅の中点)を追加。対応する理論上のSDH AIMは図6(b)に示されています。
図6(a)と(b)を比較すると、この音響モデルが、最適な感度を持つスキャンプラン内のエリアを正確に予測できることは明らかです。2つの図の相違は、プローブを試験片の表面に沿って平行移動させたときのカップリング圧のわずかな違いが原因です。理論上のAIMの振幅は任意の装置によるものですが、これはデータ収集システムから得られる電圧信号の正確な大きさをモデル化するのは極めて困難であるためです。それでも、さまざまなAIMには一貫した任意の装置を用いているため、異なるスキャンプランと異なる音響モードのTFM音響感度を比較することは可能です。
平底穴の検証
方向性のある欠陥の振幅感度について、この音響モデルの精度をテストするため、カスタマイズ加工した試験片を使用して実証実験を行いました。試験片は厚さ20 mm(0.8インチ)で、典型的なJ形溶接部のプロファイルに一致するFBHが開けられています。この調査のため、底面の法線ベクトルが水平方向から3º下向きになっている5つのFBHを使用します。試験片の写真にスキャン軸を示したものが図7です。
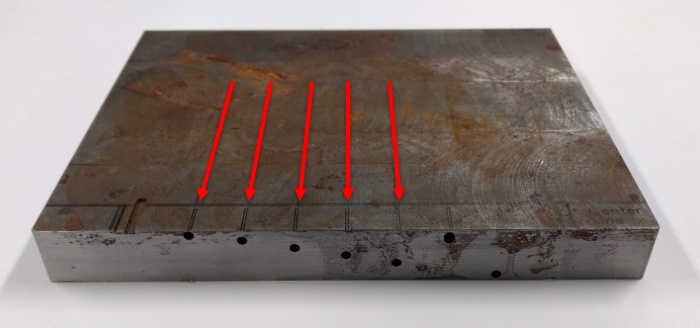
図7: スキャン軸が示されたカスタマイズ加工FBH試験片
使用したプローブは、32素子の5L32-A32であり、中央周波数5 MHz、素子間のピッチ1 mmです。このプローブは、36.1º SA32-N55S-IHC Rexoliteウェッジに結合されました。FBHの底面の方向はほぼ垂直であるため、取得されるFMCデータセットはセルフタンデム(シングルスキップ)モードで処理されました。スキャンプランの模式図を図8に示します。
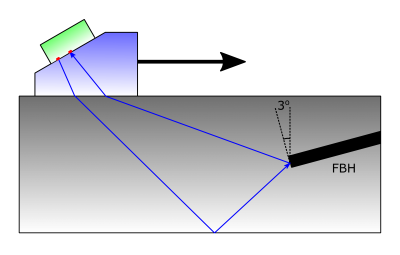
図8: セルフタンデムTFMモードを示す実証実験の模式図
実験によるTFM振幅マップとAIMとの比較
セルフタンデムTTTモードの実験によるFBH振幅マップおよび理論上のFBH AIMを、それぞれ図9(a)と(b)に示します。2つのプロットを比較すると、この音響モデルがスキャン領域内で相対音響感度の正確な推定を示したことが明らかです。図9から、セルフタンデムTTTモードは、試験片の底面近くにある縦方向の欠陥の検出に優れていることが分かります。
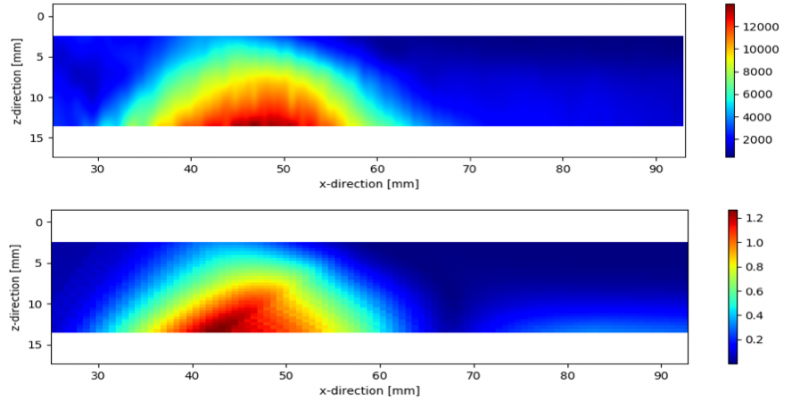
図9:(a)セルフタンデムTTTモードの実験によるFBH振幅マップと(b)理論上のFBH AIM
セルフタンデムTLTモードの実験によるFBH振幅マップおよび理論上のFBH AIMを、それぞれ図10(a)と(b)に示します。先ほどと同様に、この音響モデルがスキャン領域内で相対音響感度の正確な推定を示したことが明らかです。実験による振幅マップのx = 25 mm(1インチ)からx = 40 mm(1.6インチ)までに見られる振動は、同様の伝搬時間を持つ他の音響モードからの干渉によるものです。
また、図9と図10を比較すると、2つのセルフタンデムモードの最大振幅率は、実験による振幅マップでは約3.3(13800/4200)、理論上のAIMでは約3.4(1.23/0.36)となっているのがわかります。振幅率が同様であることから、この音響モデルを使用して、各種TFMイメージングモードでの相対音響感度を予測することもできるといえます。
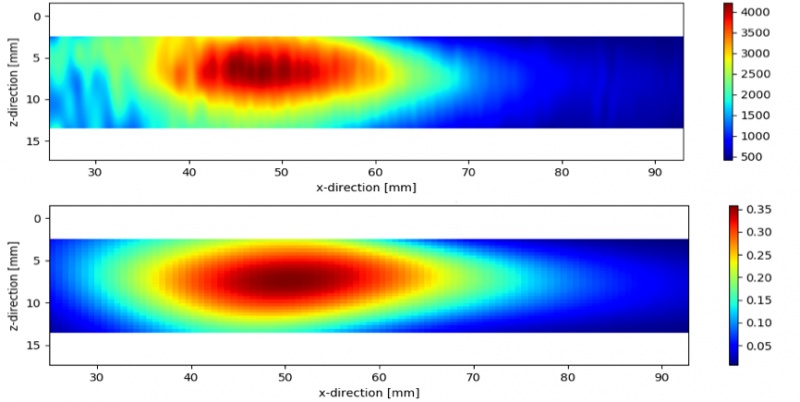
図10:(a)セルフタンデムTLTモードの実験によるFBH振幅マップと(b)理論上のFBH AIM
用途例
この音響モデルの有用性をさらに証明するため、実際の用途例を挙げて、理論上のAIMをTFM探傷モードの選択に生かす方法を説明します。この例では、既知の溶解不良欠陥を持つV形溶接部試料を探傷しました。溶接角度は約35º、FBH実証実験で使用したものと同じ5L32-A32プローブとSA32-N55S-IHCウェッジを使用しました。実験の設定の模式図を図11に示します。
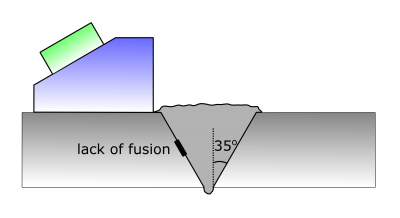
図11: 溶解不良検査の模式図
理論上のモデルでは、溶解不良欠陥は底面が垂直から35°傾いた5 mm(0.2インチ)径FBHによってシミュレートします。セルフタンデムTLTモードおよびダブルスキップTTTTモードについて、対応する理論上のAIMを図12に示します。
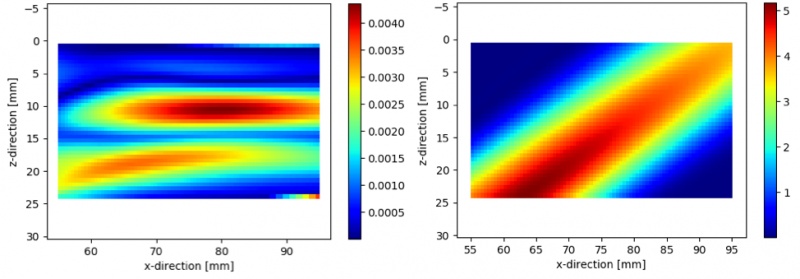
図12:(a)セルフタンデムTLTモードおよび(b)ダブルスキップTTTTモードでの溶解不良検査における理論上のAIM
図12は、TLTモードのAIMがダブルスキップモードのAIMに比べて不規則であることを示しています。そのため、TLTモードを使用して溶解不良欠陥のサイズを厳格に評価するのは困難といえます。また、TLTモードから得られる振幅は、ダブルスキップモードより3桁小さくなっています。これらの理論上のAIMを使用することで、ダブルスキップTTTTモードが最適なTFMイメージングモードであると予測します。対応する実験によるTFM画像を図13に示します。
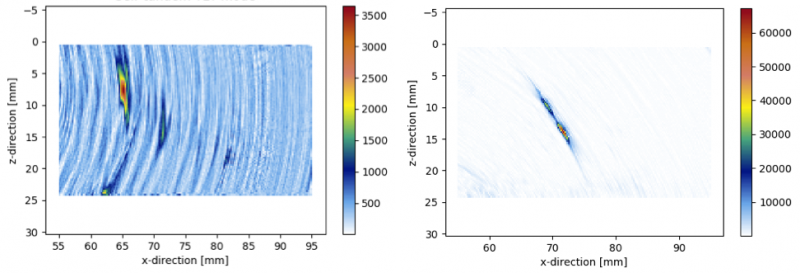
図13:(a)セルフタンデムTLTモードおよび(b)ダブルスキップTTTTモードでの溶解不良欠陥のTFM画像
図13は、ダブルスキップTFM画像が優れたSNRを持っており、溶解不良欠陥のサイズを明確に評価していることを証明しています。その一方で、セルフタンデムTFM画像のSNRは貧弱であり、解釈が難しい分離されたエコーを含んでいます。分離されたエコーは、溶解不良欠陥の尖った先端からの回折エコーと推定されます。しかし、欠陥の寸法とタイプをセルフタンデムTLTモードで評価するのは困難です。
セルフタンデムTLTモードのTFM画像が持つ貧弱なSNRは、図12(a)の理論上のAIMが示す低い振幅を裏付けています。ただし注目すべきは、図13の2つのモードが示すエコー振幅率が、図12の理論上のAIMにより予測された振幅率より低いという点です。溶解不良欠陥の形状は、欠陥のシミュレートに使用したFBHモデルとは異なるため、溶解不良の尖った先端による回折エコーの振幅は、理論上のモデルで想定したよりも低くなっている可能性があります。
結論
方向性のある欠陥とない欠陥の双方について、TFM振幅マップを正確に予測可能な音響モデルを実証しました。特定の探傷モードでは、このモデルを使用してスキャンプラン(開口幅、スキャン周波数、プローブ位置など)を調整して、SNRと検出率を最適化できます。このモデルでは、各種音響モードの相対振幅比が表示されるため、最適なTFM再構成モードを選択することもできます。将来的に、オリンパスではより複雑な形状へとモデルを拡張し、さらに多くの欠陥散乱モデルを組み入れ、この音響モデルの有用性を向上していくことを計画しています。
参考資料
[1] C. Holmes, B. W. Drinkwater, and P. D. Wilcox, “Post-processing of the full matrix of ultrasonic transmit–receive array data for non-destructive evaluation,” NDT E Int., vol. 38, no. 8, pp. 701–711, Dec. 2005.
[2] K. Sy, P. Bredif, E. Iakovleva, O. Roy, and D. Lesselier, “Development of methods for the analysis of multi-mode TFM images,” J. Phys. Conf. Ser., vol. 1017, p. 012005, May 2018.
[3] L. W. S. Jr, Fundamentals of Ultrasonic Nondestructive Evaluation: A Modeling Approach, 2nd ed. Springer International Publishing, 2016.
[4] Foundations of Biomedical Ultrasound. Oxford, New York: Oxford University Press, 2006.
[5] S. I. Nikolov, J. Kortbek, and J. A. Jensen, “Practical applications of synthetic aperture imaging,” in 2010 IEEE International Ultrasonics Symposium, San Diego, CA, 2010, pp. 350–358.
[6] E. A. Ginzel and D. Johnson, “Phased-Array Resolution Assessment Techniques,” p. 13.