
図1:外径8インチのパイプラインセクション上に配置された長手方向スキャン構成のAxSEAM™スキャナー
ロングシーム溶接部検査でよく見られる課題
ロングシーム(長手方向)溶接部の検査は、音響的および機械的な困難を伴います。 音響的観点からすると、パイプの形状は超音波ビームを集束しづらい傾向があり、イメージング分解能が低下する可能性があります。 電気抵抗溶接(ERW)製造法で鍛造されたロングシーム溶接部は、縦方向の亀裂やフッククラックなどの検出しにくい欠陥になる傾向があります。 こうした欠陥の検出と特性解析を向上させるには、トータルフォーカシングメソッド(TFM)機能を備え、容積表示が可能な、OmniScan™ X3探傷器のようなデータ収集装置が最適です。 使用機器などの機械的観点からすると、ロングシームスキャナーはパイプの長手方向に沿って進みながら、パイプのカーブした外径に正しく密着できなければなりません。 プローブは溶接中心線から指定の位置に配置する必要があるため、再配置は簡単なほうが有利です。 スキャナーには、音響カップリングを確保するために一定の圧力をプローブに与えるメカニズムも装備されていなければなりません。 AxSEAM™スキャナー(図1)の設計では、こうした機械的要件がすべて考慮されており、ロングシーム溶接部の多技法検査 に対して、超音波フェーズドアレイ検査(PAUT)の構成やTFMおよびTime-Of-Flight Diffraction(TOFD)の設定が容易になります。
AxSEAM™スキャナーの特長と説明
AxSEAMスキャナーは、外径152.4 mm(6インチ)のパイプから平面まで、長手方向の溶接部検査用に設計されていますが、 円周方向スキャン構成で使用することもできます。その場合、2つのプローブのみを使用するときは外径114.3 mm(4.5インチ)までのパイプ、 PAUT用とTOFD用の合計4つのプローブを使用するときは外径254 mm(10インチ)までの パイプに使用できます(図2)。

図2:円周方向の溶接部を検査するAxSEAMスキャナーの側面図。2プローブ構成(左)時と4プローブ構成(右)時。
スキャナーにはドーム型の磁気ホイール(特許取得済み)が装着されているため、各種パイプ径に対して調整せずに使用できます。 ブレーキシステムを使用すると、後部ホイールをロックしてスキャナーの位置を維持でき、特に縦方向のスキャン構成に便利です。 その他の実用的な機能として、プローブ用の便利なケーブル管理スリーブ、防水ケーブルのほか、プローブ配置とスキャナー構成調整するための工具不要で直感的な機構を備えています。
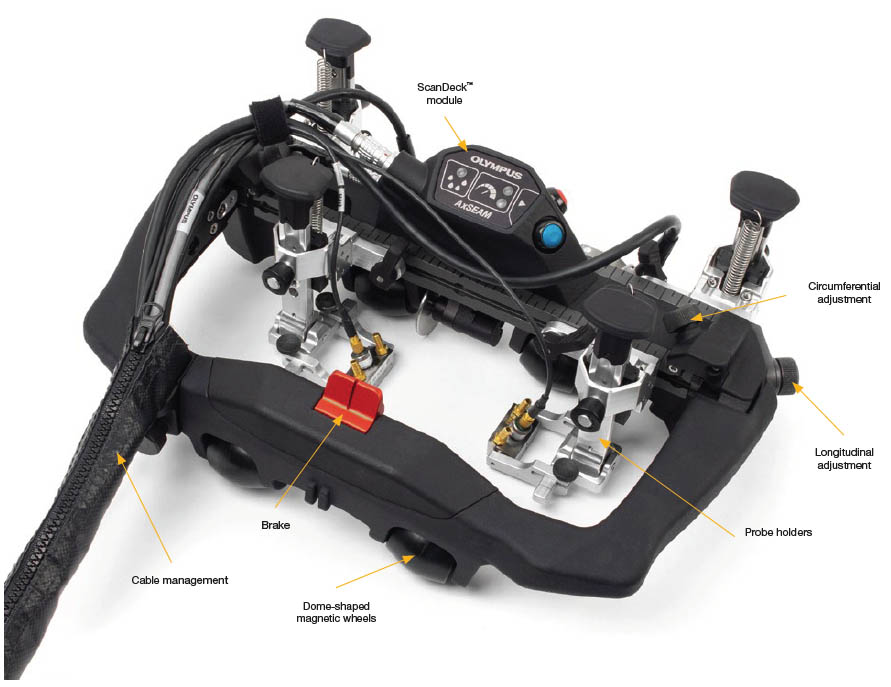
図3:AxSEAMスキャナーの主な構成部品
AxSEAM™スキャナーのScanDeck™モジュール(図4)では、スキャン中に重要なステータス情報がオペレーターの視線上に直接表示され、装置をリモート操作できます。 モジュールには、すぐ手の届くところにボタンがあり、そのうち1つはエンコーダーを「ゼロ化」してOmniScan™探傷器でのデータ収集を開始するためのものです。 2つ目のボタンはレーザーガイドを有効にします。 AxSEAMスキャナーをOmniScan™ X3探傷器とともに使用する場合、ScanDeckモジュールのLEDインジケータも、オペレーターによるスキャンプロセスの簡易化に役立ちます。 モジュールの左側にあるステータスインジケータは、オペレーターにカップリングの損失を警告します。 もう1つのインジケータは2つのステータスインジケータから構成されており、装置で許容される最大データ収集速度以下であるか、または超えた場合にオペレーターに知らせます。 |  図4:ScanDeck™モジュール |
炭素鋼パイプサンプル上でAxSEAMスキャナーを使用した試験結果
図5は、機械加工による欠陥のあるロングシーム溶接部に対して取得されたPAUT C-スキャンを示しています。 データ収集はOmniScan X3探傷器とAxSEAMスキャナーを使用して行われました。 2つの異なる欠陥がC-スキャンに示されています。 AxSEAMスキャナーは、トータルフォーカシングメソッド(TFM)のマルチグループ(4つの伝搬モード)設定に必要な低速スキャン速度でも、安定したスキャンが可能でした。
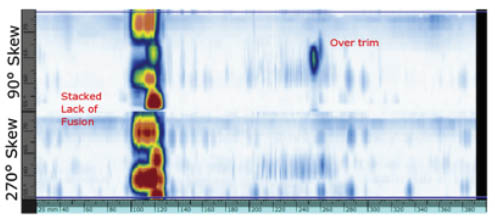
図5:2つの異なる欠陥を示すPAUTのC-スキャン(ゲート設定されたデータ)。縦方向に並んだ融合不良(左)とオーバートリム欠陥(右)
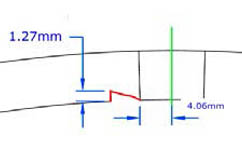
図6と図7は、両方の欠陥に対してPAUTおよびTFMを使用して取得された結果を示しています。 参照のため、欠陥図も示されています。 図6cと図7cの画像の湾曲は、TFMイメージングがPAUTより優れている点の1つを示しています。つまり、欠陥が実際の形状にほとんど忠実に描かれています。
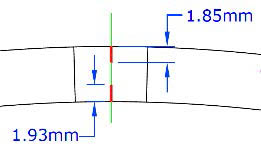 (a)並んだ融合不良 | 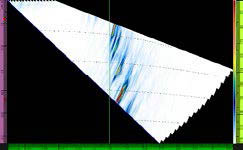 (b)PAUT | 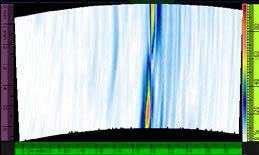 (c)TFM:T-Tモード |
図6:並んだ融合不良(縦方向)に対する結果
 (a)オーバートリムの欠陥指示 |  (b)PAUT | 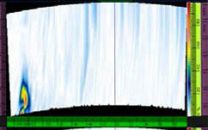 (c)TFMモード:T-T | 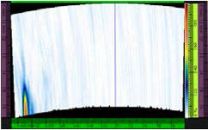 (c)TFMモード:TT-T |
図7:オーバートリム欠陥に対する結果
利点のまとめ
AxSEAMスキャナーを使用すると、オペレーターは幅広いパイプ径のロングシームおよび周溶接部の両方を迅速かつ容易に検査できます。 最大4つのプローブに対応するこのスキャナーは、PAUTとTOFDの両技法を同時に使用可能で、検出と解析を効果的なものにしています。 同じフェーズドアレイプローブを使用して、関心領域の対象をさらに絞った2次スキャンも実行できます。最大4つのTFMモードを使用することによって、表示の解釈と垂直欠陥の特性解析が容易になるとともに、超音波ビームの集束しづらさが補われます。 スキャナーに装備された革新的なScanDeck™モジュールには、データ収集開始ボタン、レーザーガイド、カップリングチェック用LEDインジケータ、スキャン速度用LEDインジケータがあります。 開始ボタンとレーザーガイドはすべてのモデルのOmniScan探傷器で使用でき、カップリングチェックとスキャン速度のステータスモニターはOmniScan™ X3探傷器でのみ対応可能です。
