
Als die Technologien Full Matrix Capture (FMC) und Total Focusing Method (TFM) vor einigen Jahren in der zerstörungsfreien Prüfung Fuß fassten, galten sie als revolutionäre Technik zur Optimierung von Prüfzeit und -ergebnissen. Im Laufe der Zeit zeigten sich jedoch einige Einschränkungen und Herausforderungen, insbesondere bei Schweißnahtprüfungen.
Von der Auswahl des Sensors bis zur Durchführung der Kalibrierung muss der Prüfer wichtige Entscheidungen treffen, um eine optimierte normkonforme Prüfstrategie zu erstellen.
Als ich den Artikel verfasste, gab es nur den Standard ASME Boiler and Pressure Vessel Code (BPVC) , das einzige Regelwerk für den ZfP-Bereich mit geltenden Vorschriften zu FMC oder TFM. ASME Section V, Article 4 (2019) enthält folgende Anhänge:
- Mandatory Appendix XI Full Matrix Capture (FMC)
- Nonmandatory Appendix F Examination of Welds Using Full Matrix Capture (FMC)
- Specific personnel requirements and a training outline in Sec. V, Article 1
Hier sind die 4 Grundvoraussetzungen für die Erstellung einer TFM-Strategie für die Schweißnahtprüfung gemäß diesem Standard kurz erläutert:
1. Auswahl des geeigneten Sensors
Bei Standard-Phased-Array-Ultraschallprüfungen (PAUT) ist die Auswahl des Sensors entscheidend für eine erfolgreiche Prüfung. Da TFM die gleichen physikalischen Prinzipien wie PAUT zugrunde liegen, ist die Auswahl des Sensors gleichermaßen wichtig. Die Leistung eines bestimmten Sensors hängt von der Kombination der folgenden Eigenschaften ab:
- Anzahl Elemente
- Abstand/Breite der Elemente
- Frequenz/Wellenlänge
Prüfer müssen die beste Kombination dieser Merkmale bestimmen, die der Art der Anwendung, den Merkmalen des Prüfteils und dem Prüfbereich am Teil Rechnung trägt. Beispielsweise führt eine große Apertur (Elementabstand multipliziert mit der Anzahl Elemente) in Kombination mit einer hohen Frequenz zu einer besseren Fokussierung an einer tieferen Position im Prüfteil, während eine kleinere Apertur in Kombination mit einer niedrigeren Frequenz eine bessere Fokussierung im Bereich nahe der Oberfläche aufweist.
Bei der TFM-Prüfung gibt es mehrere Wellengruppen (Schallbündelgruppen, die nach ihren Ausbreitungsmodi gruppiert sind), sodass es ohne ein geeignetes Modellierungswerkzeug nicht möglich ist, die Auswirkungen dieser Parameter auf jede einzelne zu visualisieren. Mit dem AIM-Tool (Acoustic Influence Map) des OmniScan X3 Prüfgeräts kann die Empfindlichkeitsabdeckung im Prüfbereich verschiedener Sensoren unter Berücksichtigung der Materialgeschwindigkeit sowie des Fehlertyps und der Fehlerausrichtung verglichen werden.
Die folgenden Abbildungen zeigen z. B. die Verwendung der AIM-Funktion zur Bestimmung des geeigneten Sensors für die FMC/TFM-Prüfung. Die AIM-Empfindlichkeitsabdeckung wird für vier verschiedene Sensormodelle angezeigt. Die Wellengruppe (2T), die Eingangsgeschwindigkeit im Material und der Fehlertyp (sphärisch) sind für alle vier Diagramme gleich.
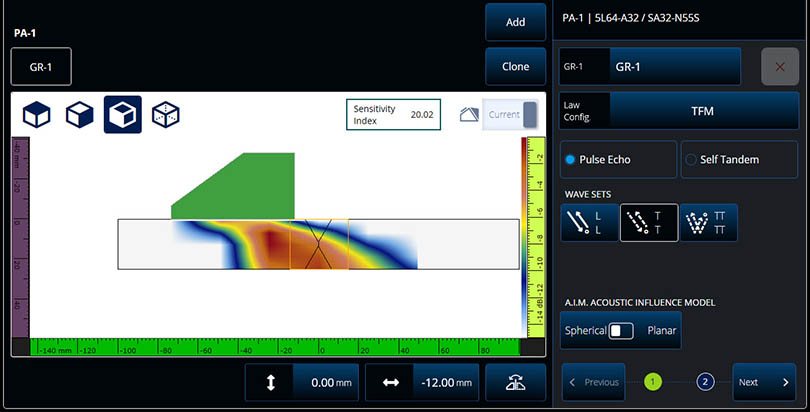
Sensormodell: 5L64-A32. Anzahl Elemente: 64. Frequenz: 5 MHz. Abstand: 0,5 mm.
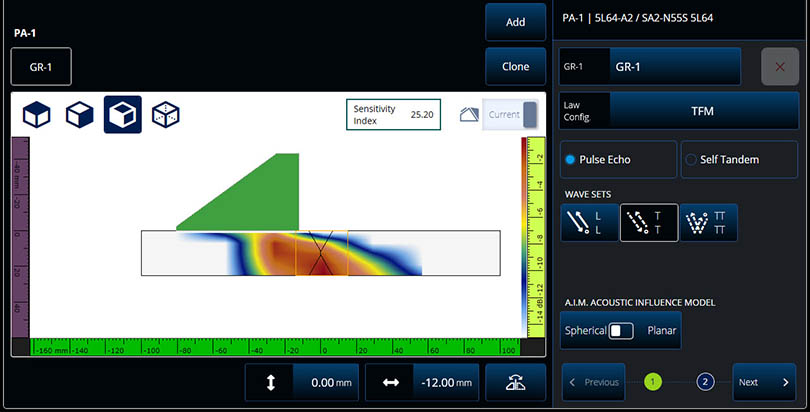
Sensormodell: 5L64-A2. Anzahl Elemente: 64. Frequenz: 5 MHz. Abstand: 0,6 mm.
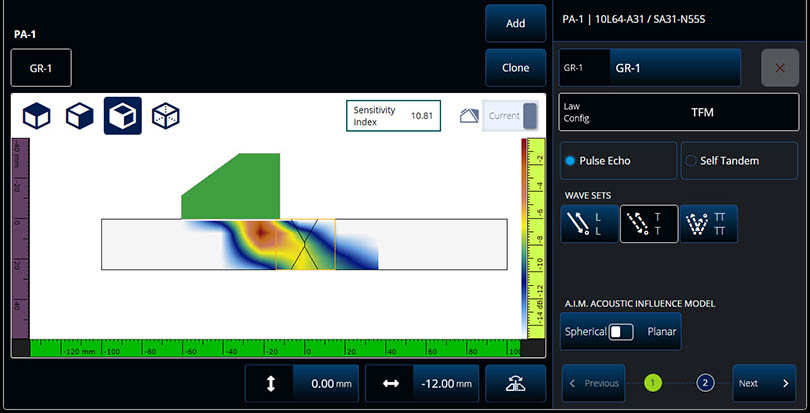
Sensormodell: 10L64 A31. Anzahl Elemente: 64. Frequenz: 10 MHz. Abstand: 0,31 mm.
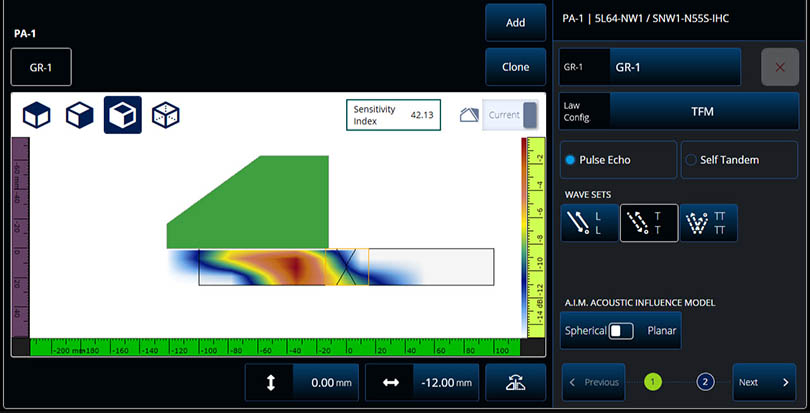
Sensormodell: 5L64 NW1. Anzahl Elemente: 64. Frequenz: 5 MHz. Abstand: 1 mm.
Es ist wichtig, die durch die Farben dargestellte Empfindlichkeit richtig zu interpretieren, da die Farben relativ zur maximal erwarteten Amplitude in jedem Diagrammsind. Darum wird ein Empfindlichkeitsindex (Sensitivity Index) angezeigt. In diesem Anwendungsbeispiel sind AIM-Funktion (Acoustic Influence Map) und Empfindlichkeitsindex genauer erläutert.
Ein Vergleich dieser vier AIM-Modelle zeigt, dass Abstand und Frequenz einen großen Einfluss auf die resultierende Empfindlichkeitsabbildung haben. In diesem Beispiel liefern nur zwei der vier Sensoren im TT-Modus eine ausreichende Abdeckung des Prüfbereichs, die Sensoren 5L64-A32 und 5L64-A2. In diesem Beispiel ist das zweite Modell aufgrund seines höheren Empfindlichkeitsindexes (25,20 gegenüber 20,02) die bessere Wahl, der einen höheren Dezibelpegel für die roten Wellen aufweist, die den Prüfbereich abdecken.
2. Optimierung Ihres Prüfplans mit einem Modellierungswerkzeug
Ein optimierter Prüfplan ist der Schlüssel zu einer erfolgreichen Prüfstrategie. Der ASME-Standard erfordert, dass ein FMC/TFM-Prüfplan mindestens die Abdeckung des Untersuchungsvolumens und die Schweißverbindungsgeometrie darstellt. Außerdem muss er die verwendeten Wellengruppen, die Informationen zur Rasterdichte und das Prüfmuster (Index- und Scan-Versatz, Nullpunkt und Anzahl benötigter Prüflinien) enthalten.
Die Auswahl der optimalen Wellengruppe unter Berücksichtigung der Fokussierkapazität des Sensors, der Prüfteilgeometrie sowie des erwarteten Fehlertyps und der erwarteten Ausrichtung ist eine der größten Herausforderungen, mit denen ein Prüfer beim Erstellen einer TFM-Prüfung konfrontiert ist.
Das AIM-Werkzeug des OmniScan X3 Prüfgeräts berücksichtigt alle diese Parameter bei der Erstellung der erwarteten Empfindlichkeitsabdeckung und erleichtert so die Auswahl der richtigen Wellengruppe und des Index-Versatzes.
Die folgenden vier Screenshots zeigen die AIM-Empfindlichkeitsabbildung für zwei Wellengruppen im Impuls-Echo-Ausbreitungsmodus (2T und 4T) und zwei Wellengruppen im Self-Tandem-Ausbreitungsmodus (3T und 5T).
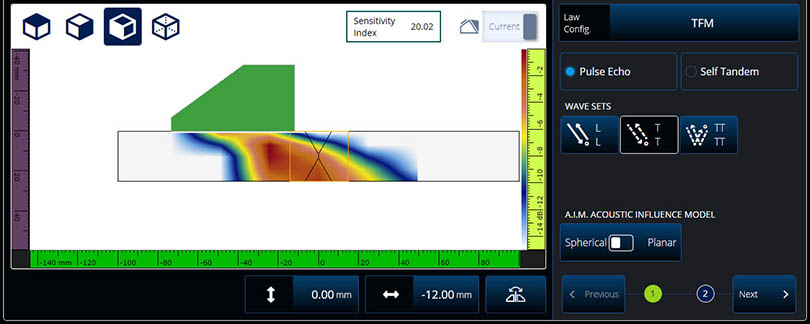
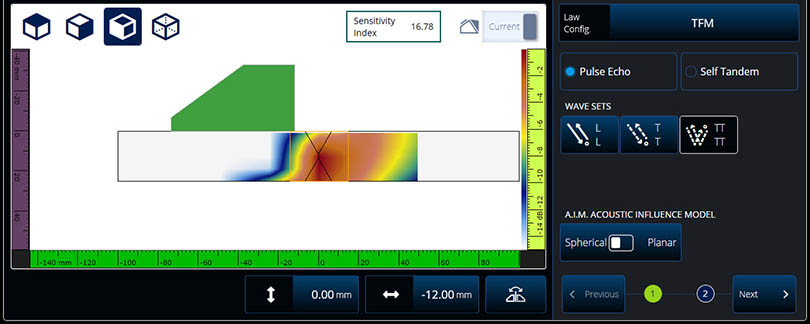
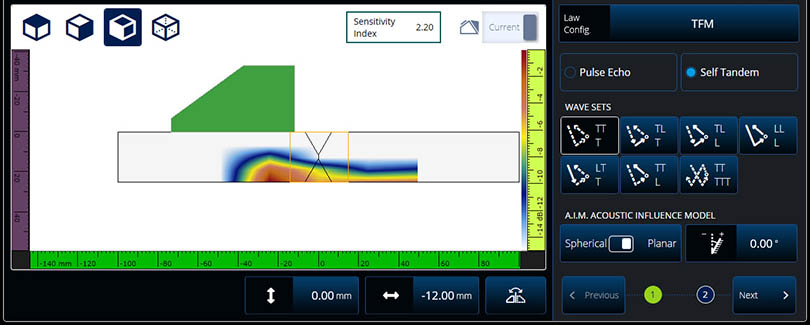
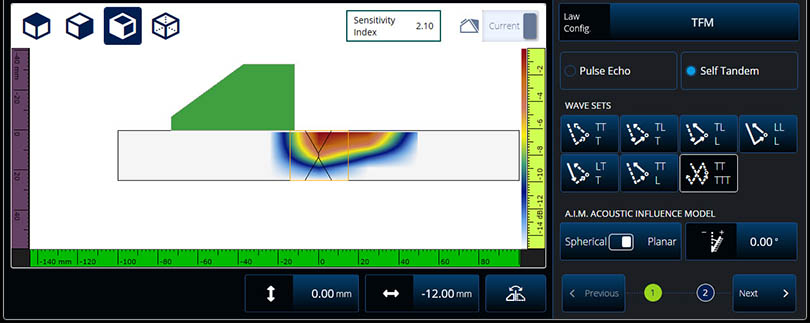
Für die I/E-Modi (2T und 4T) ist der Fehlertyp auf sphärisch eingestellt, während für die Self-Modi (3T und 5T) der Fehlertyp auf planar bei 0° eingestellt ist. Diese (4) Modi stellen eine gute Kombination für eine Konfiguration mit mehreren Gruppen dar. Der Sensor ist für alle vier Modi das Modell 5L64 A32, das auf einem SA32-N55S Vorlaufkeil montiert ist und einen Versatz von −12 mm zu einer Doppel-V-Naht-Mittellinie einer 25-mm-Platte aus Kohlenstoffstahl aufweist.
3. Software mit leistungsstarker Amplitudentreue und Algorithmen für das optimierte TFM-Bild
Amplitudentreue ist ein Messwert (in dB) der maximalen Amplitudenvariation einer Indikation, die durch die TFM-Rasterauflösung verursacht wird. Die Amplitudentreue hängt hauptsächlich von der Frequenz und Bandbreite des Sensors, der Materialgeschwindigkeit, der Rasterauflösung und des angewendeten optimierten TFM-Bilds ab.
Um normkonform zu sein, darf die Amplitudentreue 2 dB nicht überschreiten. Wenn die Toleranz überschritten wird, kann der Prüfer entweder die Auflösung erhöhen, den Prüfbereich verringern oder die Sensorfrequenz erhöhen, bis die Amplitudentreue normkonform ist.
Das OmniScan X3 Prüfgerät zeigt die Amplitudentreue, die der höchsten Messung in allen Rasterachsen (auf der horizontalen, vertikalen und Ausbreitungsachse) entspricht, nicht nur auf der horizontalen Achse. Für Schweißnahtprüfungen ist die Ausbreitungsachse am nützlichsten.
Beachten Sie, dass theoretische (berechnete) sowie in der Praxis durchgeführte Überprüfungen der Amplitudentreue als normkonform gelten.
Das optimierte TFM-Bild wird erhalten, indem zwei verschiedenen TFM-Bilder berechnet werden: ein Bild unter Verwendung der standardmäßig erfassten FMC-Daten und ein Bild unter Verwendung der Hilbert-Transformation der FMC. Dadurch werden die Signalschwingungen im Bild entfernt, wodurch die Stabilität der Messungen mit maximaler Amplitude verbessert und dadurch wiederum die Genauigkeit der Größenbestimmung verbessert wird. Es gehen keine Informationen verloren, es wird lediglich das Signal verarbeitet.
Die Aktivierung des optimierten TFM-Bilds bietet:
- Einfachere Größenbestimmung bei amplitudenbasierten Fehlergrößenbestimmungsverfahren (wie ein Amplitudenabfall von 6 dB)
- Bessere Amplitudentreue bei gleicher Rasterauflösung
- Höhere Erfassungsrate bei gleicher Amplitudentreue
Um mehr über das optimierte TFM-Bild zu erfahren, empfehle ich folgendes Whitepaper zu lesen: Total Focusing Method (TFM) mit Hüllkurve-Funktion.
4. Konfiguration von Multigruppen
Eine normkonforme Erstellung erfordert aus zwei Gründen eine Konfiguration für Multigruppen:
- Die Norm gibt vor, dass direkte Schallwege, wie 2T oder 2L, für eine vollständige Volumenabdeckung nicht ausreichend sind.
- Während der Kalibrierung muss bei der Schallwegüberprüfung die komplette Durchgangsbohrung erkannt werden. Die während der Kalibrierung verwendeten Schallwege für die Bildgebung müssen mit denen für die Prüfung übereinstimmen.
Prüfer mit PAUT-Erfahrung haben versucht, Ergebnisse zu reproduzieren, die mit einem Standard-Sektorscan vergleichbar sind, indem sie nur eine Gruppe mit einer 2T-Wellengruppe verwendeten und die Prüfteildicke maschinell verdoppelten. Ich empfehle diese Vorgehensweise jedoch nicht, da sich mit dieser Konfiguration mit nur einer Wellengruppe nicht die volle Ausdehnung der Durchgangsbohrung des Kalibrierkörpers erfassen lässt, was erforderlich ist, um die Anforderungen bez. der Schallwegüberprüfung zu erfüllen.
Um die Anforderungen der Normen zu erfüllen, ist eine Multigruppenkonfiguration mit Self-Tandem-Wellengruppen, wie 3T und 5T erforderlich. Mit dem OmniScan X3 Prüfgerät können bis zu vier Gruppen konfiguriert und angewendet werden, ohne dass sich dies auf die Amplitudentreue und Auflösungsqualität auswirkt.
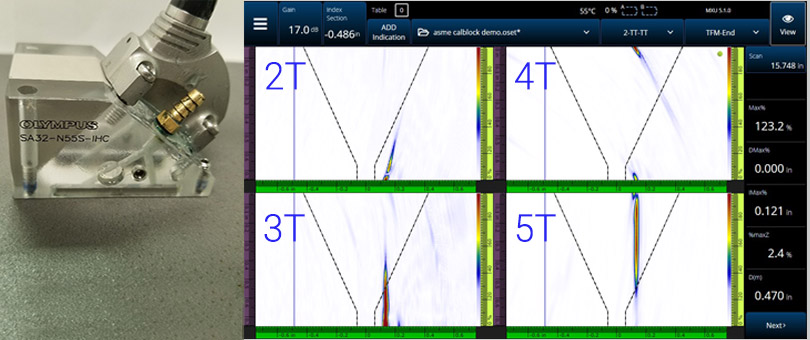
Auf dem obigen Foto ist ein 5L64-A32 Sensor zu sehen, der auf der Durchgangsbohrung des Kalibrierkörpers positioniert ist. Die Bilder rechts sind Screenshots der resultierenden Endansichten der Erstellung mit Multigruppen. Sie zeigen deutlich, dass die komplette Ausdehnung der Durchgangsbohrung in den Self-Tandem-Modi 3T und 5T erkennbar ist. Bildquelle: K. Shane Walton (University of Ultrasonics).
Tipps für eine optimale Kalibrierung:
- Wie bei Standard-PAUT erfordert die TFM-Prüfung von dicken Bauteilen möglicherweise mehrere Prüfungen mit unterschiedlichen Index-Versätzen, um eine vollständige Abdeckung des Schweißnahtvolumens sicherzustellen. In solchen Fällen sollte die Schallwegüberprüfung unter Verwendung derselben Index-Versätze (die für die tatsächliche Prüfung verwendet werden) durchgeführt werden, und es sollte nachgewiesen werden, dass die volle Ausdehnung der Durchgangsbohrung erkannt wird.
- Dicke des Kalibrierkörpers: Optimale Ergebnisse werden erzielt, wenn die Dicke des Kalibrierkörpers nicht mehr als ±5 % der Prüfteildicke beträgt.
Möchten Sie mehr über falsche Annahmen und Fakten über TFM und normkonforme Prüfungen erfahren? Dann melden Sie jetzt für das folgende Webinar an: Ensuring Code Compliance While Using the Total Focusing Method.
Ähnliche Artikel
Whitepaper: TFM-Modus mit angezeigtem AIM-Prüfbereich
Video: Grundlegendes zu FMC und TFM
Webinar-Serie zur TFM-Methode (Total Focusing Method)
Kontakt
