
Quando o método de captura completa de matriz/foco total (FMC/TFM) foi introduzido na indústria de END há alguns anos, ele foi percebido como uma técnica revolucionária que otimizaria o tempo e os resultados da inspeção. No entanto, com o tempo, surgiram algumas limitações e desafios, especialmente para aplicações de inspeção de solda.
Desde a seleção da sonda até a calibração, o inspetor tem escolhas importantes que devem ser feitas para criar uma estratégia de inspeção otimizada que esteja em conformidade com o código em vigor.
No momento da redação deste artigo, o único código do setor de END que contém regulamentos aplicáveis ao FMC ou TFM é o Código ASME para Caldeiras e Caldeiras de Pressão (BPVC). A Seção V, Artigo 4 (2019) inclui os seguintes apêndices:
- Apêndice Obrigatório XI Captura Completa de Matriz (FMC)
- Apêndice não obrigatório Exame de soldas usando captura completa de matriz (FMC)
- Requisitos específicos para pessoal e esboço de treinamento na seção V, artigo 1
Aqui estão os 4 elementos essenciais para a construção de uma estratégia TFM para inspeção de solda em conformidade com este código:
1. Selecionar a sonda certa
Com o teste ultrassônico Phased Array padrão (PAUT), a escolha da sonda é crucial para o sucesso de sua inspeção. Como o TFM obedece aos mesmos princípios físicos do ultrassom Phased Array, a escolha da sonda é igualmente importante. O desempenho de uma determinada sonda depende da combinação das seguintes características:
- Quantidade de elementos
- Pitch/largura dos elementos
- Frequência/comprimento de onda
Os inspetores precisam encontrar a melhor combinação dessas características para se adequar ao tipo de aplicação, às características da peça a inspecionar e à região de interesse da peça. Por exemplo, uma abertura grande (altura do elemento vezes a quantidade de elementos) combinada com uma alta frequência tende a resultar em melhor focalização em uma posição mais profunda da peça, enquanto uma abertura menor combinada com uma frequência mais baixa tende a produzir melhor focalização na área próxima à superfície.
Com a inspeção TFM, existem vários conjuntos de ondas (conjuntos de feixes agrupados de acordo com seus modos de propagação), portanto, é impossível visualizar o impacto desses parâmetros em cada um deles sem uma ferramenta de modelagem adequada. A ferramenta Mapa de influência acústica (AIM) no detector de defeitos OmniScan™ X3 permite comparar a cobertura de sensibilidade na região de interesse entre diferentes sondas, levando em consideração a velocidade do material e o tipo e orientação da falha.
As imagens abaixo mostram um exemplo de como você pode usar a ferramenta AIM para orientar sua seleção de sonda para inspeção FMC/TFM. A cobertura de sensibilidade do AIM é mostrada para quatro modelos de sondas diferentes. O conjunto de ondas (2T), a velocidade do material de entrada e o tipo de falha (esférico) são os mesmos para todos os quatro mapas.
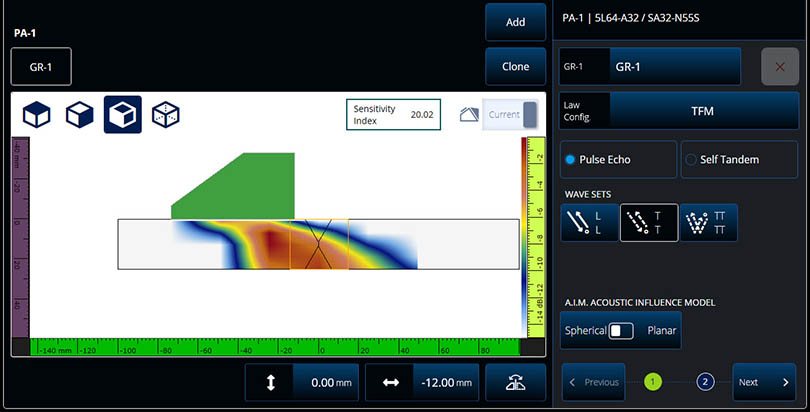
Modelo de sonda: 5L64-A32. Número de elementos: 64. Frequência: 5 MHz. Pitch: 0,5 mm.
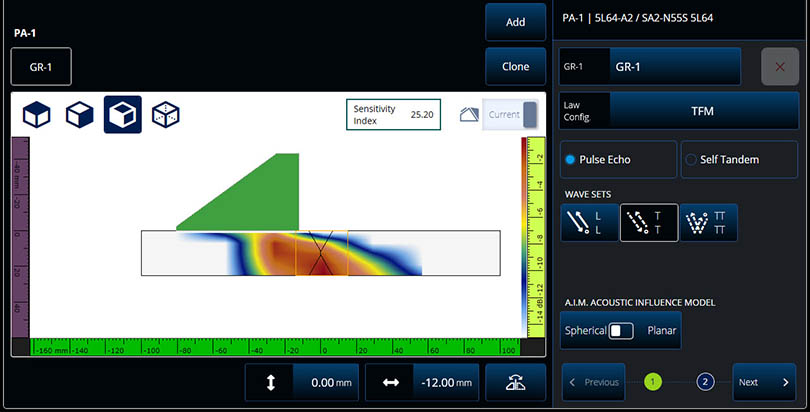
Modelo de sonda: 5L64-A2. Número de elementos: 64. Frequência: 5 MHz. Pitch: 0,6 mm.
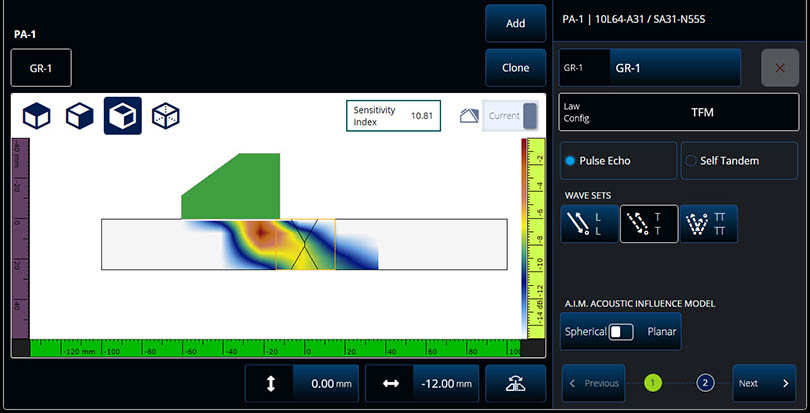
Modelo da sonda: 10L64 A31. Número de elementos: 64. Frequência: 10 MHz. Pitch: 0,31 mm.
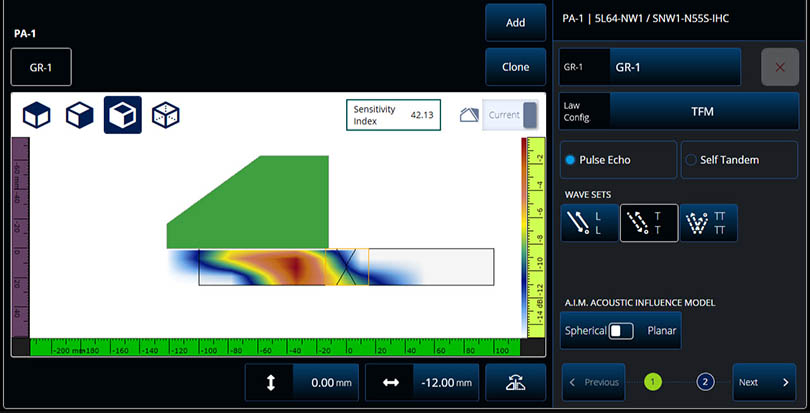
Modelo da sonda: 5L64 NW1. Número de elementos: 64. Frequência: 5 MHz. Pitch: 1 mm.
É importante saber como interpretar corretamente o nível de sensibilidade que as cores representam, pois são relativas à amplitude máxima esperada de cada mapa. É por isso que a leitura do “Índice de sensibilidade” é fornecida. Confira esta nota de aplicação para obter uma explicação simples do AIM e do Índice de Sensibilidade.
A comparação desses quatro modelos de AIM nos diz que o tom e a frequência têm um impacto importante no mapa de sensibilidade resultante. Neste exemplo, das quatro análises, apenas duas oferecem cobertura adequada na região de interesse (ROI) no modo TT — as análises 5L64-A32 e 5L64-A2. A melhor escolha nesse caso é o segundo modelo, devido à sua leitura mais alta do Índice de Sensibilidade (25,20 × 20,02), que indica um nível mais alto de decibéis para as ondas de cor vermelha que cobrem a região de interesse.
2. Otimizar o plano de digitalização usando uma ferramenta de modelagem
Um plano de digitalização otimizado é a chave para uma estratégia de inspeção bem-sucedida. O código ASME exige que seu plano de varredura FMC/TFM represente, no mínimo, a cobertura do volume de exames e a geometria da junta de solda e deve incluir os conjuntos de ondas usados, as informações de densidade da grade e o padrão de varredura (índice e varredura compensações, ponto zero de referência e quantidade de linhas de digitalização necessárias).
A seleção do conjunto ideal de ondas, considerando os recursos de foco da sonda, a geometria da peça e o tipo e a orientação esperados de falhas, é um dos maiores desafios que um inspetor enfrenta ao configurar uma inspeção TFM.
A ferramenta AIM do instrumento OmniScan X3 leva em consideração todos esses parâmetros em sua estimativa da cobertura de sensibilidade, facilitando a seleção do conjunto de ondas adequado e o deslocamento do índice.
As quatro capturas de tela abaixo mostram os mapas de sensibilidade do AIM para dois conjuntos de ondas no modo de propagação de pulso-eco (2T e 4T) e dois conjuntos de ondas no modo de propagação auto-tandem (3T e 5T).
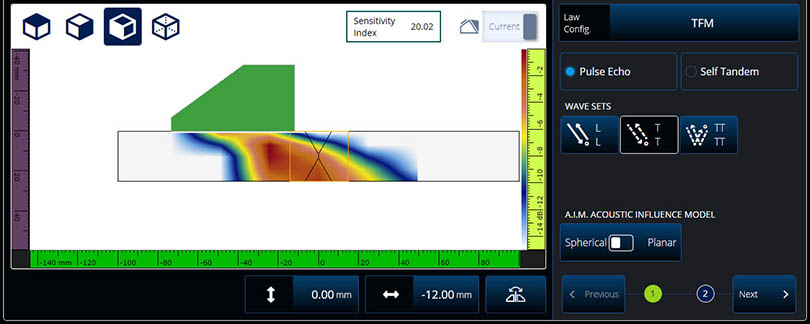
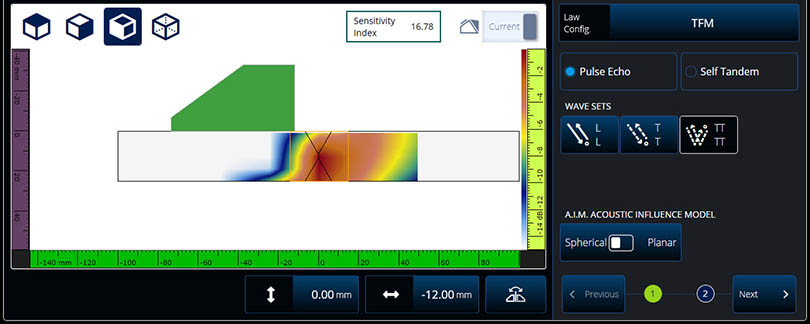
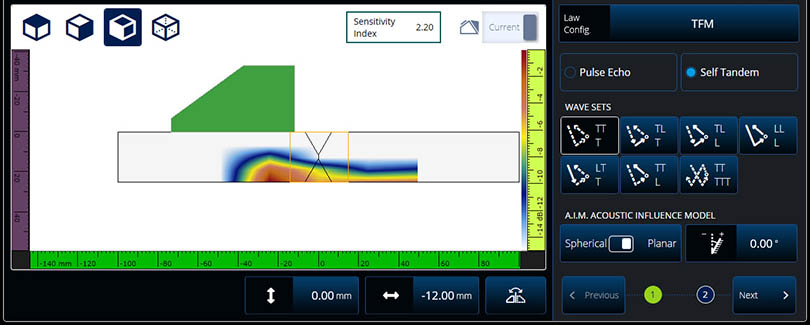
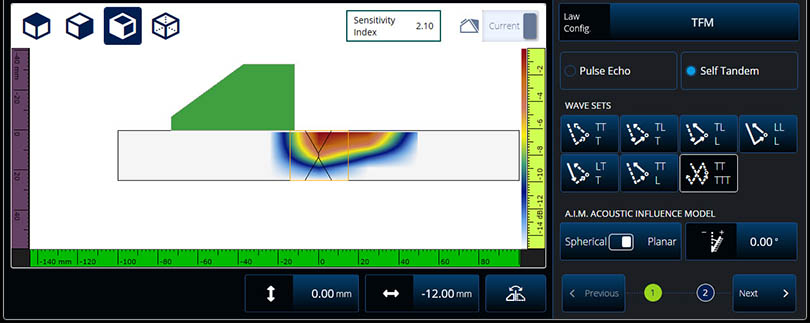
Para os modos pulso-eco (2T e 4T), o tipo de falha é definido como esférico, enquanto para os modos auto-tandem (3T e 5T), o tipo de falha é definido como plano em 0°. Esses modos (4) representam uma boa combinação para uma configuração de vários grupos. A sonda para todos os quatro é o modelo 5L64 A32 montada em um calço SA32-N55S, colocado a –12 mm de deslocamento a partir de uma linha central de solda dupla em V de uma placa de aço carbono de 25 mm.
3. Software com poderosa fidelidade de amplitude e algoritmos de envelope
Fidelidade da amplitude (AF) é a medida (em dB) da variação máxima da amplitude de uma indicação causada pela resolução da grade do TFM. A fidelidade da amplitude depende principalmente da frequência e da largura de banda da sonda, velocidade do material, resolução da grade e do envelope aplicado.
Para ser compatível com o código, o fidelidade da amplitude não deve exceder 2 dB. Se exceder a tolerância, o inspetor poderá aumentar a resolução, reduzir o tamanho da zona ou aumentar a frequência da sonda até que o requisito seja atendido.
O instrumento OmniScan X3 exibe o valor AF que corresponde à medida mais alta em todos os eixos da grade — os eixos horizontal, vertical e de propagação — não apenas no eixo horizontal. Para aplicações de solda, o eixo de propagação é o mais valioso.
É importante observar que as verificações de AF teóricas (calculadas) e práticas são compatíveis com o código.
O envelope TFM é obtido calculando a norma de duas imagens TFM diferentes, uma usando os dados FMC adquiridos padrão e uma segunda calculada usando o FMC da transformada de Hilbert. O envelope remove as oscilações do sinal na imagem, melhorando a robustez das medições de amplitude máxima, melhorando assim a precisão do dimensionamento. Nenhuma informação é perdida, apenas o sinal é processado.
A ativação do envelope TFM fornece:
- Dimensionamento mais fácil para métodos de dimensionamento baseados em amplitude (por exemplo, o método de queda de 6 dB)
- Melhor fidelidade de amplitude para a mesma resolução de grade
- Uma taxa de aquisição mais alta para o mesmo AF
Para saber mais sobre o recurso de envelope TFM, recomendo a leitura “Uso do método de foco total com o recurso de envelope.”
4. Capacidade de configuração de vários grupos
Uma configuração compatível com código requer configuração de vários grupos por dois motivos:
- O código afirma que trajetos diretos como 2T ou 2L não são adequados para a cobertura total do volume.
- No processo de calibração, a verificação do caminho requer a detecção de toda a extensão de um slot na parede. Os caminhos de imagem utilizados durante a calibração devem ser os mesmos do exame.
Os inspetores com experiência no ultrassom Phased Array tentaram reproduzir resultados comparáveis a uma varredura setorial padrão usando apenas um grupo com um conjunto de ondas 2T e dobrando a espessura da peça nas configurações da máquina. Os inspetores com experiência em ultrassom Phased Array tentaram reproduzir resultados comparáveis a uma varredura setorial padrão usando apenas um grupo com um conjunto de ondas 2T e dobrando a espessura da peça nas configurações da máquina.
Para atingir os requisitos do código, é necessária uma configuração de vários grupos, incluindo conjuntos de ondas auto-tandem, como 3T e 5T. Usando o detector de defeitos OmniScan X3, é possível configurar e executar até quatro grupos sem afetar a qualidade de AF e resolução.
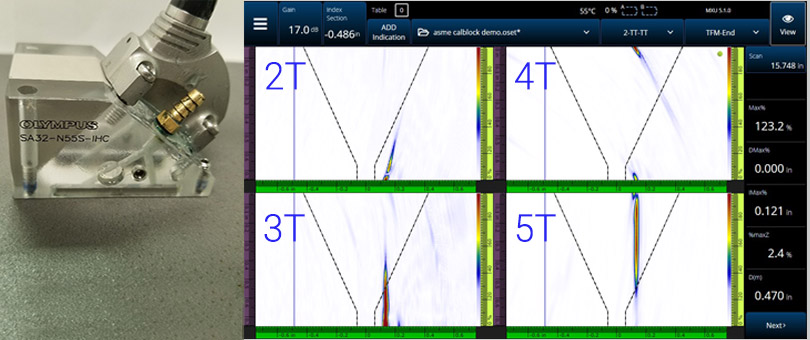
Aqui vemos a foto (acima) de uma configuração usando uma sonda 5L64-A32 colocada no bloco de calibração de frente para o slot da parede. As imagens à direita são capturas de tela das visualizações finais resultantes da configuração de vários grupos. Elas demonstram claramente que toda a extensão do slot é detectada pelos modos auto-tandem de 3T e 5T. A imagem e os dados são cortesia de K. Shane Walton (Universidade do Ultrassom).
Dicas para uma calibração ideal:
- Como no ultrassom Phased Array padrão, a inspeção TFM de componentes espessos pode exigir várias digitalizações usando diferentes compensações de índice para ajudar a garantir a cobertura total do volume de solda. Nesses casos, a verificação do caminho deve ser realizada usando as mesmas compensações de índice (usadas para a varredura final) e deve demonstrar que toda a extensão do slot através da parede é detectada.
- Espessura do bloco de calibração: ótimos resultados são obtidos quando a espessura do bloco de calibração não excede ± 5% da espessura da peça inspecionada.
Interessado em aprender mais sobre inspeção de TFM e mitos e fatos sobre conformidade com código? Assista ao webinar “Assegurando a conformidade do código ao usar o método de foco total”, agora disponível sob demanda.
Conteúdo relacionado
Artigo acadêmico: Mapa de influência acústica do TFM
Vídeo: Princípios Básicos do FMC-TFM
Série de seminários online sobre método de foco total
Entre em contato
