Beachten Sie, dass die Produktverfügbarkeit landes-/regionsabhängig ist. Für weitere Informationen kontaktieren Sie Ihren zuständigen Olympus Händler.
Überblick
Pipelines spielen in der Weltwirtschaft eine wichtige Rolle: sie transportieren große Mengen von Gas, Erdöl, Wasser und verschiedene Chemikalien. Die Rohre werden vor Ort rundgeschweißt, üblicherweise mit automatisierten Schweißsystemen. Beim Bau von Pipelines sind Schweißnähte der "schwache Punkt", da hier die meisten Fehler auftreten. Die Schweißnähte werden zerstörungsfrei geprüft, beschichtet und vergraben oder auf dem Meeresboden ausgelegt. Im herausfordernden Bauzyklus der Pipelines ist es wichtig, Schweißfehler schnell zu erkennen und zu analysieren.
Automatisiertes Prüfen mit Ultraschall
In den letzten Jahren hat bei der Pipelineprüfung die automatisierte Ultraschallprüfung die Radiographie weltweit verdrängt, da letztere erhebliche Beschränkungen aufweist: schlechtes Erkennen von ebenen Defekten, keine Größenbestimmung von vertikal ausgerichteten Fehlern möglich, Sicherheits- und Umweltschutzmaßnahmen sind nötig.
Die Vorteile der automatisierten Ultraschallprüfung:
- Keine Verstrahlungsgefahr, keine Chemikalien, kein Lizenzzwang
- Sehr kurzer Prüfzyklus mit hoher Produktionsrate
- Genaues Erkennen und Bestimmen der Größe, dadurch niedrigere Ausschussrate
- Die Annahmekriterien der Schwachstellenanalyse (Messen der vertikalen Länge und der Tiefenlage von Anzeigen) führt zu erniedrigter Ausschussrate
- Analyse in Echtzeit auf einem intelligenten Bildschirm
- Prüfdaten und Prüfberichte auf digitalem Datenträger
- Bessere Kontrolle des Schweißvorgangs, führt ebenfalls zu niedrigerer Ausschussrate.
Phased-Array-Technik
Frühere automatisierte Ultraschallprüfsysteme beruhten auf mehreren Prüfköpfen für konventionellen Ultraschall. Vor zehn Jahren wurden Gruppenstrahlersysteme eingeführt, bei denen die Form der Schallbündel elektronisch eingestellt wird. Jedes Element des Gruppenstrahlers hat seinen eigenen Impuls mit eigener Verzögerung, viele verschiedene Schallbündelwinkel und Fokusabstände können erstellt werden.
Die Gruppenstrahlertechnik bietet viele Vorteile gegenüber den mehrköpfigen Systemen mit konventionellem Ultraschall
- In der Regel ersetzen zwei Gruppenstrahlersensoren mehr als 24 konventionelle Prüfköpfe.
- Zum Einrichten der Gruppenstrahlersensoren wird lediglich eine Datei heruntergeladen, kein Einstellen der Prüfkopfpositionen ist nötig.
- Winkel, Fokus, Laufweg und Breite der Schallbündel von Gruppenstrahlern werden softwareseitig eingestellt, die Genauigkeit der Größenbestimmung wird erhöht.
- Gruppenstrahlersysteme besitzten etwa 80 % weniger bewegliche Teile als entsprechende mehrköpfige Systeme mit konventionellem Ultraschall, was die Zuverlässigkeit der Prüfung erhöht.
- Ein Gruppenstrahler-Scanner ist wesentlich kleiner und leichter als ein Scanner für konventionelle Mehrkopfprüfung. Dadurch ist er leichter zu handhaben, weniger Beschichtung muss zum Prüfen entfernt werden.
- Gruppenstrahlersysteme können nahezu alle Schweißnahtkonfigurationen prüfen, wohingegen bei Mehrkopfsystemen mit konventionellem Ultraschall der Bereich der Wanddicke und des Rohrdurchmesser beschränkt ist.
- Elektronisch gesteuerte Abtastung ermöglicht anwendungsspezifische Schweißnahtprüfung, TOFD-Prüfung mit mehreren Winkeln, verbesserte Darstellung und detaillierte Prüfung.
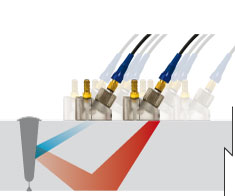
| Phased-Array: komplette Abdeckung des Prüfbereichs mit zwei Sensoren | Konventioneller Ultraschall: komplette Abdeckung des Prüfbereichs mit über 24 Prüfköpfen |
|
|
| Diese Abbildung zeigt die Prüfung einer Zone. Mit der Gruppenstrahlertechnik können alle Zonen gleichzeitig mit demselben Sensor geprüft werden.
Die gesamte Schweißnaht wird mit einem Sensor auf jeder Seite gedeckt. | Diese Abbildung zeigt die Prüfung einer Zone. Mit der konventionellen Ultraschalltechnik braucht man viele Prüfköpfe um alle Zonen zu prüfen. |

Normen
1998 (und 2003 in Neuauflage) wurde von ASTM die Norm ASTM E-1961-98 veröffentlicht, die die wichtigsten Merkmale der automatischen Ultraschallprüfung von Rundschweißnähten enthält: Aufteilung in Schweißzonen, schnelle Prüfdatenanalyse, spezifische Justierkörper und Konfigurationsverfahren. Die Norm E-1961 ist für die Schwachstellenanalyse (Engineering Critical Analysis oder ECA) bestimmt. 1999 veröffentlichte das American Petroleum Institute (API) die 19. Version der Norm API 1104, die die mechanische Prüfung von Rundschweißnähten mit Ultraschall und Radiographie regelt.
Mit PipeWIZARD kann nach der Norm ASTM E-1961 und folglich auch nach der Norm API 1104 geprüft werden. Mit PipeWIZARD können auch der Norm DNV2000 OS-F101, einer Norm für automatische Ultraschallprüfung offshore entsprechende Prüfungen ausgeführt werden.
Firmenspezifische Anforderungen können diese Normen übersteigen, meist weil genauere Größenbestimmung oder höhere Prüfauflösung verlangt wird.
Erfahrungen mit PipeWIZARD
PipeWIZARD ist speziell für extremes Klima gebaut, für sibirische Kälte oder die kochende Hitze der Wüsten im Mittleren Osten, ob heiße, salzhaltige oder trockene Umgebung. PipeWIZARD wurde darüberhinaus ausführlich auf seine Widerstandsfähigkeit gegen Vibrationen, Schlag und Stoß und elektromagnetische Störungen getestet.
PipeWIZARD passt sich allen Arten von Rundschweißnähten an:
- Alle Schweißnahtprofile: CRC-Evans, Tulpe, V-Naht, V-Naht mit Gegenlage, X-Naht usw.
- Rohrwanddicke: von 6 mm bis über 35 mm
Für dickere Rohrwände gibt es spezielle Optionen - Rohrdurchmesser: von 6 in. (152 mm) bis über 56 in. (1422 mm)
Für dünnere Rohre gibt es spezielle Optionen - Werkstoff der Rohre: von normalem Hartstahl bis zu komplexen Stahlsorten wie Inconel, verkleideten Rohren, nahtlosen Rohren mit variierender Wanddicke usw.
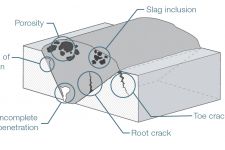
Zu den erkannten Defekten gehören ungenügende Durchschweißung, unvollständige Durchdringung, Porosität, verbrannte Schweißung, Einbrandkerben, vertikaler Versatz, Risse, Kaltschweisse, Einschlüsse usw.
Ein Prüfzyklus dauert von 2 min bis 6 min, je nach Schweißnahtart, Rohrdurchmesser, Lage und Umwelt.
Einsatz des PipeWIZARD weltweit
- PipeWIZARD Gruppenstrahlersysteme werden weltweit in den größten Pipeline-Bauprojekten onshore und offshore eingesetzt.
- Über eine Million Schweißnähte wurden bereits mit dem PipeWIZARD-System geprüft.
- Folgende bedeutende Erdöl- und Erdgasfirmen haben schon das PipeWIZARD-System für ihre Pipeline-Bauprojekte ausgewählt:
- Exxon Mobil
- Shell
- TOTAL
- BP
- Chevron
- Eni
- Petrobras
- Gazprom
- Hunderte von Prüfern weltweit wurden für PipeWIZARD ausgebildet.
 Prüftechnik mit Aufteilung in Schweißzonen
Prüftechnik mit Aufteilung in Schweißzonen
Die hauptsächlich mit PipeWIZARD eingesetzte Prüftechnik ist die Aufteilung in Schweißzonen, bei der jede Schweißzone mit einem eigenen Ultraschallbündel geprüft wird. Die Höhe einer Zone entspricht etwa einer Schweißlage.
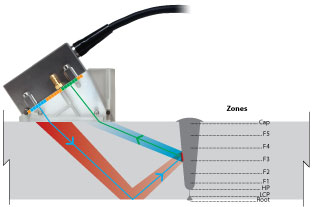
Dabei sichern zwei Gruppenstrahlersensoren, einer auf jeder Seite der Schweißnaht, die vollständige Deckung von Schweißfase und Schweißvolumen. Je nach Zone wird mit Impuls-Echo- oder mit Sender-Empfängerkonfiguration geprüft. Diese Gruppenstrahlerkanäle werden in einer Zeit/Amplitudendarstellung angezeigt.
Zusätzlich wird mit der Laufzeit-Beugungsmethode (TOFD) das Erkennen von kleinen oder ungünstig ausgerichteten Anzeigen verbessert. Diese Methode dient auch der Bestätigung der in der Zeit/Amplitudendarstellung erkannten Anzeigen. TOFD-Daten können von Gruppenstrahlersensoren oder von dafür bestimmten Prüfköpfen für konventionellen Ultraschall erfasst werden.
Mit einem als Option erhältlichen Transversalmodul mit 4 speziellen Prüfköpfen (konventioneller Ultraschall) können Anzeigen in der Schweißnaht mit Transversalwellen erkannt werden.
 Spezifische Kanäle werden zur Überprüfung der Ankoppelung aller Phased-Array-Sensoren während der Prüfung der Schweißnaht und des Justierkörpers angezeigt.
Spezifische Kanäle werden zur Überprüfung der Ankoppelung aller Phased-Array-Sensoren während der Prüfung der Schweißnaht und des Justierkörpers angezeigt.
Für jede Schweißnahtkonfiguration ist ein besonderer Justierkörper notwendig, mit demselben Durchmesser, derselben Dicke und aus demselbem Material wie die vor Ort zu prüfenden Rohre. Die Justierkörper besitzen spezifische Reflektoren die typische, oft auftretende Defekte darstellen. Alle Schallbündel werden entsprechend dem Prüfverfahren justiert.
Perfektionierte benutzerfreundliche Software
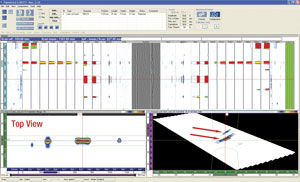
Die PipeWIZARD-Software Version 4 beruht auf der robusten und praxiserprobten TomoView Prüf- und Analyse-Software. Diese weist sich aus durch einfaches, automatisches Erstellen von Konfigurationen, zahlreiche Datenanalysehilfen (inklusive 2D-Ansicht), leichte Berichterstattung und verbesserte Schweißnahtprüfung. Die Software PipeWIZARD V4 ist einfach, anpassungsfähig und für komplexere Prüfkonfigurationen skalierbar. Die Benutzeroberfläche ermöglicht schnelle Einführung und zügige Arbeit vor Ort; Bediener von automatisierten Systemen können die PWZ V4 mit minimaler Anlernzeit bedienen.
Die Software PipeWIZARD V4 beruht auf der TomoView-Pattform, die ständig überprüft und verbessert wird. Das bedeutet unter anderem, dass die Software sogar vor Ort leicht aktualisiert werden kann.
Automatisches Erstellen von Konfigurationen
Konfigurationen können offline, also unabhängig vom PipeWizard-System erstellt werden. In wenigen Minuten kann eine Konfigurationsdatei gespeichert und per E-Mail zu jeder beliebigen Arbeitsstelle gesendet werden. Der Prüfer vor Ort braucht dann nur noch das System zu justieren.
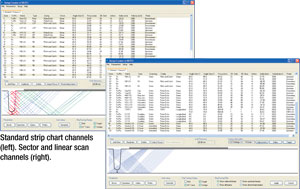
Außer den normalen Zeit/Amplitudenkanälen und B-Bildansichten einer einzelnen Sendemodulierung (TOFD, Volumen- und Schweißwurzelabbildung) können Konfigurationen jetzt auch Kanäle für Sektor- und Linear-Scans enthalten. Mit dieser neuen Funktion werden Fehlererkennung und Größenbestimmung verbessert, weit über die Anforderungen der Zonenaufteilungsnormen hinaus.
Justierung und Prüfung
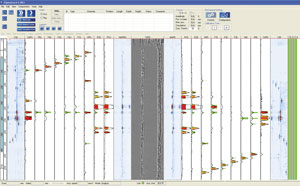
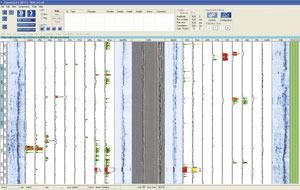
Die erfassten Daten werden in Echtzeit während der Prüfsequenz angezeigt. Die Benennung der Prüfdatendateien erfolgt automatisch.
Die Datengeschwindigkeit des im PipeWIZARD V4-System inbegriffenen Prüfgeräts TomoScan FOCUS LT ist gegenüber älteren Version wesentlich schneller (4 MB/s statt 0,7 MB/s). Dadurch werden Daten von verdichteten A-Bildern komplett erfasst; darüberhinaus können mehrere Setups gleichzeitig laufen während mit einer Prüfgeschwindigkeit bis 100 mm/s gescannt wird.
Schnelle, eingehende Analyse
Die PipeWIZARD-Software bietet eine schier unbegrenzte Anzahl von Kanälen in 10 verschiedenen Layouts. Mit dieser Software werden die Prüfdaten automatisch analysiert, wobei die Position des Fehlers auf der Schweißfase und auf dem Rohrumfang angezeigt wird.
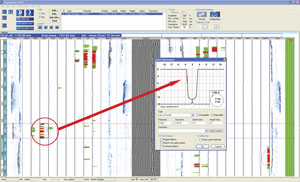
Viele Analysemitttel helfen dem Prüfer die Größe und die Lage des Fehlers zu bestimmen:
- Doppelblende für die Zeit/Amplitudendarstellung
- Schweißnahtmaske für Sektor- und Linear-Scan (siehe unten)
- Zoom
- Verknüpfung von Ansichten
- Anwendungsspezifische Ansichten
- Automatisches Messen
- Kumulative Fehlermessung
- Zusammenfügen von C-Bildern
- Kundenspezifische Farbpalette
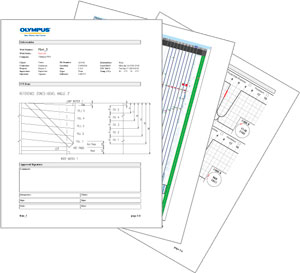
Automatische Berichterstattung
Die PipeWIZARD-Software kann automatisch Berichte erstellen. Berichte können kundenspezifisch gestaltet werden und enthalten Projektnamen, Prüfdatum und -zeit, Schweißnahtnummer, Namen des Prüfers, volle Prüfansicht, Fasenabbildung mit Angaben über die geprüfte Zone, Fehlertabelle mit ID-Nummern, Länge, Höhe und Lage des Fehlers, Schweißnahtstatus, Prüferkommentar usw.
Einfaches Speichern von Prüfdaten
Alle Prüfdatendateien können auf allen Arten von externen Festspeichern gespeichert, oder auf CD/DVD archiviert werden. Für erhöhten Datenschutz werden die Daten automatisch gespiegelt. Prüfdatendateien können auch leicht über Internet einem Partner zugesendet werden.
 PipeWIZARD VIEWER
PipeWIZARD VIEWER
PipeWIZARD VIEWER™ist eine kostenlose Darstellungs-Software für Gruppenstrahler- und Ultraschalldaten, die von PipeWIZARD V4 erstellte Prüfdatendateien hochlädt. Partner oder Kunden können mit ihr sehr praktisch Prüfdaten ansehen und überprüfen. Die Software PipeWIZARD VIEWER läuft unter Microsoft Windows XP Pro (SP2), Microsoft Windows Vista und Microsoft Windows 7.
Komplexe Anwendungsbereiche
Das PipeWIZARD-System ist vielseitig, mit ihm können auch spezielle Schweißnahtkonfigurationen und Applikationen geprüft werden.
Plattierte Rohre: Dank der leistungsstarken Fähigkeiten der Software ist PipeWIZARD bereits für das Prüfen von plattierten Rohren mit spezifischen Prüftechniken, unter Einsatz von Longitudinalwellen befähigt.
Nahtlose Rohre: Eine einzigartige Prüftechnik wurde mit der PipeWIZARD-Software zur Prüfung von Schweißnähten mit sehr starken Variationen der Rohrwanddicke entwickelt.
Dicke Rohre: Das PipeWIZARD-System kann für die Prüfung von Schweißnähten an sehr dicken Rohren durch verschiedene Sensoren, Vorlaufkeile und geringfügige mechnische Änderungen angepasst werden.
Applications
 | Complete Girth Weld Inspection SystemThe PipeWIZARD iX girth weld inspection system is built for demanding and extreme conditions, from cold subarctic regions to hot deserts. Detecting defects including lack of fusion, incomplete penetration, porosity, burn through, undercut, hi-low, crack, cold lap, inclusion, etc. the PipeWIZARD iX system adapts to all circumferential weld configurations: Any weld profile type, including J-bevel, V-bevel, double V, X, etc. Pipe wall thicknesses typically from 6 mm (0.25 in.) to more than 35 mm (1.4 in.); options are available for thicker pipes. Pipe diameters from 168 mm (6.625 in.) to 1524 mm (60 in.). Pipe materials from standard carbon-steel to more complex configurations, including Inconel, and cladded pipe. |
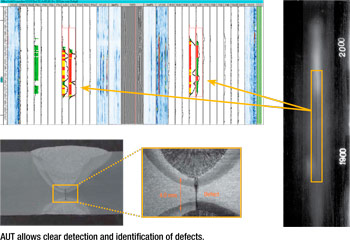
Automated Ultrasonic Testing (AUT)For pipeline girth weld inspection, automated ultrasonic testing (AUT) is the replacement of choice for traditional radiography. Some clear advantages of AUT over radiography:
|  |
Multitechnology Inspection CapabilitiesLeverage the versatile advanced phased array and conventional ultrasonic technology of the PipeWIZARD iX system:
|
Code Compliance for Girth Weld AUT InspectionsConfidently validate girth welds according to international standards and regulations governing both the offshore and onshore pipeline industry. The PipeWIZARD iX system enables you to perform AUT inspections that comply with the following codes:
When your company’s specifications demand it, you can increase the accuracy of your flaw sizing and achieve a level of resolution that exceeds these code requirements. |  |
Features
Key Features of the PipeWIZARD iX System
|
Specifications
PipeWIZARD iX System
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||
| ||||||||||||||||||||||||||
| ||||||||