PipeWIZARD™ iX 위상 배열 초음파 검사 시스템은 배관 회사가 건설 프로세스 도중 둘레 용접에 대해 신뢰성 있는 검증을 수행할 수 있도록
도와줍니다.똑같이 견고하고 작은 PipeWIZARD iX 시스템은 육상 및 해저 배관 검사 모두를 용이하게 하도록 설계되었습니다.고효율 자동 초음파
탐상검사(AUT) 솔루션인 이 강력한 다중 기술 탐지 시스템은 둘레 용접 및 열영향부(HAZ)의 결함을 밝혀내고 신속하게 분석 및 평가를 수행할 수 있도록
합니다.
일반 및 고급 검사를 위한 고성능 기기
PipeWIZARD iX 시스템은 진동, 충격 및 전자기 간섭에 내성이 있도록 제작되었으며, 극한의 온도에도 견딜 수 있습니다.PipeWIZARD iX은 작지만 견고한 설계 덕분에
운반이 쉬우며 확실하게 조작할 수 있습니다.
이전 모델보다 가벼워진 PipeWIZARD iX 시스템의 데이터 획득 장치는 스캐너에 통합되어 설정하고 작동하기 쉬워졌습니다.더 강력한 전자 부품과 더 많은
입력 채널을 갖춘 QuickScan iX PA 64:256 데이터 획득 기기는 PipeWIZARD 시스템의 기능과 효율성을 강화하여 검사 영역을 확장하고 첨단 초음파 검사 기술을
지원합니다.
개선된 사용 편의성과 현장 효율성
PipeWIZARD iX 시스템의 최적화된 하드웨어 설계로 설정 유연성과 적응성이 개선되었습니다.추가 엄빌리컬 케이블 길이, 퀵 래칭 커넥터 및 구성 가능한
프로브 모듈로 변화하는 검사 요구 사항과 환경에 맞게 PipeWIZARD iX 설정을 조정하는 능력을 향상합니다.또한 더 좁아진 대역은 이전 모델에 비해 코팅
컷백의 요구 사항을 상당히 줄여줍니다.
PipeWIZARD iX 시스템을 사용하면 현장 검사 직원들이 더욱 쉽고 효율적으로 협업할 수 있습니다.통합된 상태 표시등 및 소프트웨어 기능으로 스캐너
기술자와 작업자 간 통신이 용이해져 열악한 조건에서도 검사가 매끄럽게 진행됩니다.
최적화된 검사 및 분석 워크플로
신뢰성 있고 규정을 준수하는 둘레 용접 검증을 위한 주요 요구 사항을 반영하도록 숙고하여 설계된 PipeWIZARD iX 컴패니언 소프트웨어는 더 사용하기
쉬워진 동시에 다음과 같은 더욱 정교한 첨단 도구를 갖추고 있습니다.
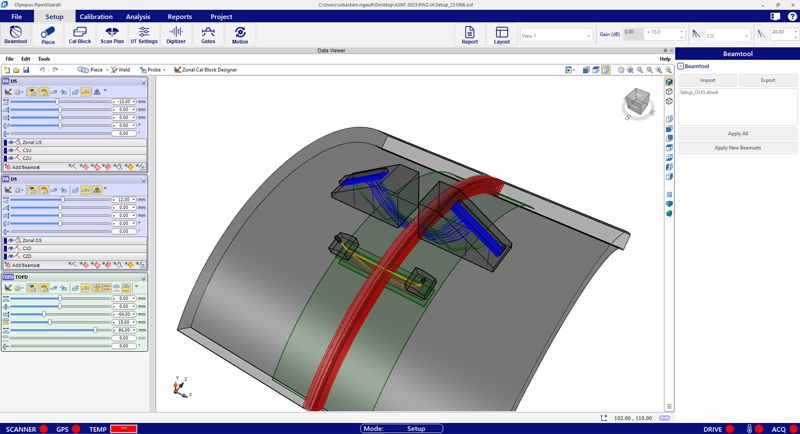
내장된 ES BeamTool 소프트웨어
보정 블록 디자이너
인코더 자동 보정
분석 보조
QuickScan iX PA 획득 장치는 데이터 접근성과 다용성을 향상하기 위해 데이터 파일을 오픈 파일 형식으로 저장하여 맞춤형 소프트웨어 개발을 용이하게
합니다.사용자 지정에 관심이 있을 경우 자세한 내용은 Evident 담당자에게 문의하십시오.
응용 분야
완벽한 둘레 용접 검사 시스템
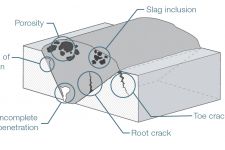
PipeWIZARD iX 둘레 용접 검사 시스템은 추운 아북극 지역부터 뜨거운 사막에 이르는 극한의 혹독한 조건을 위해 제작되었습니다.융합 불량, 용입 부족,
기공, 용락, 언더컷, 하이로우, 균열, 저온 겹침, 혼입 등의 결함을 탐지하는 PipeWIZARD iX 시스템은 다음을 포함한 모든 원주 용접 구성에 맞게 적용됩니다.
J 베벨, V 베벨, 더블 V, X 등을 포함한 모든 용접 프로파일 유형.
파이프 벽 두께는 일반적으로 6mm(0.25인치)부터35mm(1.4인치) 이상이며,더 두꺼운 파이프를 위한 옵션도 있습니다.
파이프 직경은 168mm(6.625인치)에서1,524mm(60인치)까지입니다.
파이프 재료는 표준 탄소강부터 인코넬, 클래드 파이프 등 보다 복잡한 구성까지 다양합니다.
자동 초음파 탐상검사(AUT)
배관 둘레 용접 검사의 경우, 자동 초음파 탐상검사(AUT)는 기존 방사선 검사를 대체합니다.
AUT는 방사선 검사에 비해 다음과 같은 명확한 장점이 있습니다.
직원에 대한 방사선 위험, 화학 물질 또는 환경 문제 없음
높은 생산성을 가능케 하는 상대적으로 짧은 검사 주기
탐지 및 크기 측정 정확도 향상으로 인한 기각률 감소
지시의 수직 높이 및 깊이 측정으로 구조 적합성 평가(ECA) 판정 기준 충족
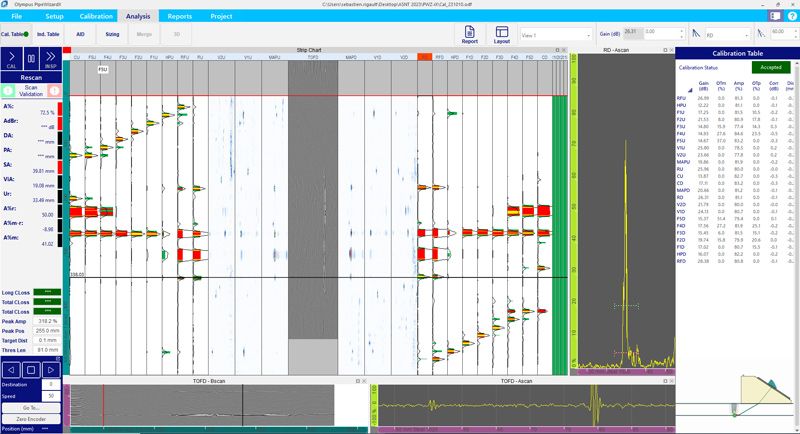
스마트 출력 디스플레이를 통한 실시간 분석
데이터 및 검사 보고서
라이선스 필요 없음
다중 기술 검사 기능
다음과 같은 PipeWIZARD iX 시스템의 다목적 첨단 위상 배열과 기존 초음파 기술을 활용합니다.
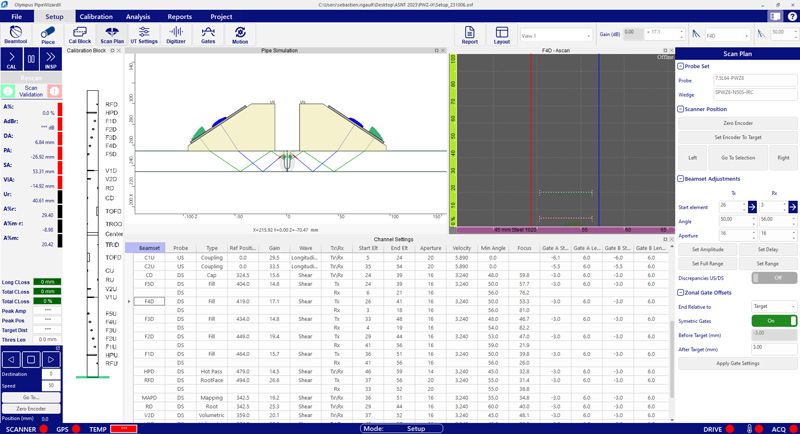
영역 식별―용접 패스와 거의 동일한 각 영역을 PA 펄스-반향 또는 피치-캐치 기술을 통해 개별적으로 검사하고, 정확한 결함 크기 측정으로
베벨 영역과 용접 부위를 완벽하게 검사할 수 있습니다.
비행 시간 회절(TOFD)―스트립 차트에 보이는 표시를 확인하는 데 사용하거나, 작거나 잘못된 방향의 지시에 대한 탐지 및 크기 측정을
개선하는 데 사용합니다.
위상 배열(PA)―섹터별, 선형 또는 복합 스캔 등의 기존 PA 기술은 보완적 방법으로 사용하거나 영역이 최적으로 식별되지 않은 곳의 용접
구성을 검사하는 데 사용할 수 있습니다.
기존 UT―피치-캐치 구성에서 수평 결함을 탐지하고, 벽 두께를 측정하며 크리핑 파 등으로 용접의 상부 영역을 검사하는 데 사용합니다.
전체 집속 기법(TFM) 호환 가능―강력한 QuickScan iX PA 데이터 획득 기기는 TFM과 같은 첨단 기술에 필요한 복잡한 송신 패턴을 지원할 수 있습니다.
둘레 용접 AUT 검사에 대한 규정 준수
해저 배관 및 육상 배관 산업 모두에 적용되는 국제 표준 및 규정에 따라 둘레 용접을 확실하게 검증합니다.PipeWIZARD iX 시스템을 사용하여 다음의 규정을
준수하는 AUT 검사를 수행할 수 있습니다.
ASTM E-1961 규정(영역 식별, 신속 데이터 해석, 전문 보정 블록 및 구성 절차를 포함한 둘레 용접의 AUT 핵심 요소를 다룸)
API 1104 표준(추론에 의함)
DNV-OS-F101 표준(해저 AUT 규정)
귀사의 규정에 따라 요구되는 경우, 결함 크기 측정의 정확도를 높이고 규정 요구 사항을 초과하는 해상도 수준을 달성할 수 있습니다.
특징
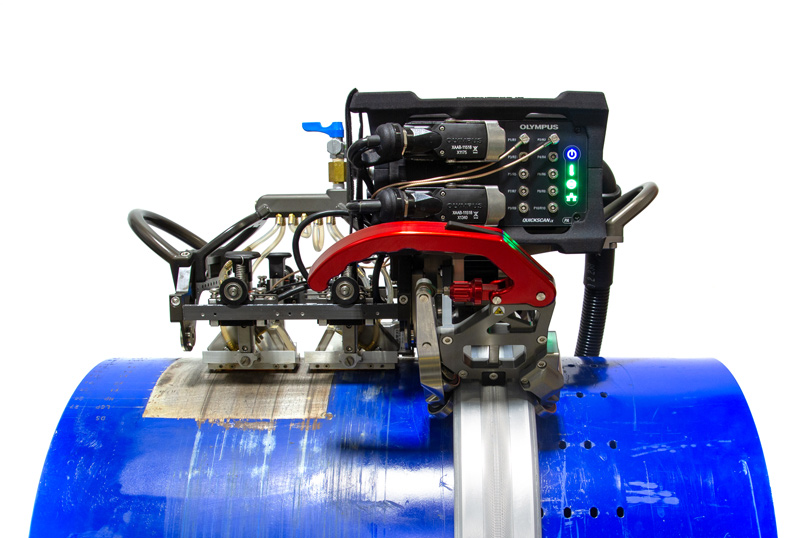
PipeWIZARD iX 시스템의 주요 특징
통합된 QuickScan iX PA 데이터 획득 기기는 최대 256개의 요소를 갖춘 PA 프로브와 최대 10개의 독립 UT 프로브를 수용합니다.
스캐너에 편리하게 설치된 획득 장치로 긴 엄빌리컬 케이블로 인한 신호 감쇠를 제거합니다.
검사 및 분석을 위해 Eclipse Scientific의 BeamTool 소프트웨어가 내장되어 영역 보정 블록 디자이너를 포함한 영역 식별 기술을 제공합니다.
소프트웨어에 다음과 같은 더 많은 자동화 도구가 탑재되었습니다.
자동 설정
자동 레이아웃
인코더 자동 보정
보조 분석
높이 및 길이 자동 크기 측정
퀵 커넥트 엄빌리컬 케이블은 가볍고 쉽게 회전되며 다양한 길이로 제공되어 케이블 관리를 단순화하고 신호 대 잡음비(SNR)를 개선합니다.
길이 옵션:10m, 20m, 30m 및 50m(32.8피트, 65.6피트, 98.4피트 및 164피트).
스캐너 캐리지는 설정하고 작동하기 간편하며 개선된 클램핑 및 구동 휠 조정 메커니즘으로 다양한 파이프 직경에 맞게 적용하기가 더욱
쉬워졌습니다.
유지보수 비용이 적게 들고 모든 조건에서 내구성을 유지하도록 설계된 최소한의 부품을 사용했습니다.
대역폭이 감소하여 필요한 코팅 컷백이 줄어들었으며(이전 모델에 비해 더 짧아진 코팅 컷백),옵션 스페이서를 사용하여 파이프 2개의 직경에
동일한 대역을 사용할 수 있습니다.
프로브 모듈은 최대 12개의 프로브를 수용하므로필요에 따라 섹션을 쉽게 제거하고 추가할 수 있습니다.
프로브를 들고 있는 스프링이 장착된 스마트 암(유지보수 비용이 적음)에는 포인터가 장착되어 있어 인덱스 오프셋을 정확하게 설정할 수
있습니다.
스캐너 기술자와 작업자 간 직접 통신(“Ready(준비)” 버튼 및 스캔 검증 표시등)이 가능합니다.
GPS 옵션으로 데이터 파일에 지리적 위치를 기록할 수 있습니다.
시스템 하드웨어는 FMC/TFM(새로 출시되는 소프트웨어 기능)을 지원할 준비가 되어 있습니다.
사양
PipeWIZARD iX 시스템
시스템 사양
크기
손잡이가 달린 전체 스캐너
577mm × 578mm × 210mm(22.7인치× 22.7인치× 8.3인치)
획득 장치
243mm × 188mm × 100mm(9.6인치× 7.4인치× 3.9인치)
중량
손잡이가 달린 전체 스캐너
18kg(40파운드)
획득 장치
4.8kg(10.6파운드)
파이프 직경 범위
168mm(6.625인치)부터1,524mm(60인치)까지
최대 스캐닝 속도
100mm/s(3.9인치/초)
환경
보관 온도
-30°C~60°C(-22°F~140°F)
작동 온도
-30°C~50°C(-22°F~122°F)
최대 상대 습도
90% 비응축
오염 정도(수준)
4
고도
최대 2,000m(6,561피트)
IP 등급
IP65
설치 카테고리
III
이더넷 연결
이더넷 인터페이스
1000BASE-T(1,000Mbps 대역폭)
케이블 길이
최대 30m(100피트)
케이블 유형
카테고리 5e 이상, 차폐형
이더넷 케이블의 전송 속도
최대 940Mbps
커넥터
암 RJ-45, 차폐형
DC 전원 요구 사항
전압
24 VDC ±5%
최대 전력 소비
360W
시스템
예열 시간
없음
프로브 커넥터
위상 배열 2개(IPEX) 및 기존 UT 10개(LEMO)
위치 파악 시스템
외부 GPS(선택형)
온도 센서
웨지 온도 모니터링용 열전대
기술
영역 식별, PA, TOFD, UT
TFM, PWI, PCI(하드웨어 준비됨, 소프트웨어 기능 개발 중)
펄서 사양
매개변수
PA
UT
초점 법칙 수
1,024
해당 없음
펄스 출력(50Ω으로) ±10%
양극성 펄스의 경우 5, 10, 20, 40, 60, 80, 90볼트 피크 투 피크(Vpp)