Austenitische Materialien, Nickel und andere grobkörnige Legierungen
Überblick
Austenitische Werkstoffe, Nickel und andere grobkörnige Legierungen
Korrosionsresistente und beschichtete Materialien
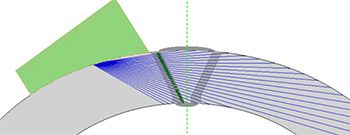
Austenitische Schweißmetalle und Nickellegierungen und andere grobkörnige anisotrope Materialien beeinträchtigen die Ultraschallausbreitung, was zu einer Schallbündelverzerrung und -streuung, Modenwandlung und deutlich erhöhten Schallschwächung und schließlich zu einem schlechten Signal-Rausch-Verhältnis führt, im Gegensatz zur Transversalwellenprüfung von niedriglegiertem Kohlenstoffstahl. Die Prüfung dieser Materialien erfordert den Einsatz von Sender/Empfänger-Phased-Array-Sensoren mit Vorlaufkeilen für gebrochene Longitudinalwellen, die die Sender- und Empfänger-Schallbündel für ein verbessertes Signal/Rausch-Verhältnis und die Unterdrückung von Vorlaufkeilechos akustisch eindämmen. Unsere Dual Linear Array (DLA) und Dual Matrix Array (DMA) Sensoren werden mit austauschbaren Vorlaufkeilen verwendet, um verschiedene Prüftechniken (wie direkte Longitudinalwellen, Oberflächenwellen, RTT (Round Trip Tandem) und andere Multi-Modus-Verfahren) für eine komplette Volumenprüfung in einem einzigen Phased-Array-S-Bild zu kombinieren. |  |
Dual Array Sensoren (DMA/DLA)
DMA-Sensoren bestehen aus zwei Phased-Array-Sensoren (PA), die mit dem gleichen Anschluss verdrahtet sind. Sie sind als Dual Matrix Array (DMA) oder Dual Linear Array (DLA) Sensoren verfügbar. Ein Sensor führt einen Sektor-Scan durch und mit dem anderen Sensor wird das vom Fehler zurückschallende Echo aufgezeichnet.
A25 |
A27 |
A26 |
A36 | |
| Frequenz | 5 MHz | 4 MHz | 2,25 MHz und 4 MHz | 2,25 MHz und 4 MHz |
|---|---|---|---|---|
| Konfiguration | Dual 16 (Linear) | Dual 32 (16 × 2 Matrix) | Dual 32 (Linear) | Dual 64 (Linear) |
| Apertur | 12 mm × 5 mm | 16 mm × 6 mm | 32 mm × 12 mm | 64 mm × 12 mm |
| Empfohlene Vorlaufkeil-Serie | SA25-DN70L-IH | SA27-DN55L-FD15-IHC | SA26-DN55L-FD40-IHC | SA36-DN55L-FD200-IHC |
| Eigenschaften | Kompatibel mit dem COBRA Scanner für die Prüfung von Rohren mit kleinem Durchmesser (<10 mm Dicke) | Allgemein einsetzbar mit hervorragender Gesamtleistung und oberflächennaher Auflösung (10–40 mm Dicke) | Optimiert für sehr dicke Materialien (40–80 mm) | Optimiert für sehr dicke Materialien (>80 mm) |
| Mindestanforderungen an die Geräteausstattung |
16:64PR (ein Sensor)
32:128PR (zwei Sensoren) | 32:128PR (zwei Sensoren) | 32:128PR (zwei Sensoren) | 64:128PR (ein Sensor) |




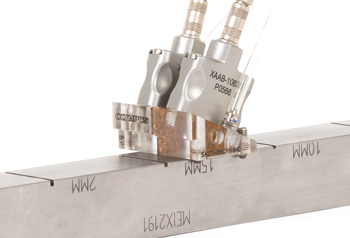
Dual UT (TRL) A27 SchallköpfeDual UT Schallköpfe für konventionellen Ultraschall können zur Prüfung mit Oberflächenwellen oder in Verbindung mit DMA-Sensoren für den kompletten Prüfbereich eingesetzt werden. Die abnehmbaren Vorlaufkeile ermöglichen eine größere Flexibilität hinsichtlich der Rohrdurchmesser und mehr Stabilität. |
|
Integrierte DMA- und DLA-Erstellung und Schallbündelkonfiguration
Mit dem OmniScan X3 können benutzerdefinierte Dual Linear Array (DLA) oder Dual Matrix Array (DMA) Sensoren und Vorlaufkeile erstellt werden. Zusätzlich zur Erstellung von Phased-Array-Sendemodulierungen (PA) kann der Prüfplan auch zum Einstellen von Total Focusing Method (TFM)- und Phase Coherence Imaging (PCI)-Gruppen verwendet werden. Der Prüfplan unterstützt eine Vielzahl von Geometrien, einschließlich COD-Konfigurationen. |
|