7.2 Barras, piezas forjadas y pernos
Los ejes y pernos presentan una geometría cilíndrica que puede ser inspeccionada fácilmente mediante ensayos por ultrasonido. Debido a que las grietas tienden a generarse de manera perpendicular a los extremos de la pieza, los ensayos son efectuados típicamente con sondas de haz recto, desde ambos extremos en el caso de ejes grandes. En ambos casos el procedimiento típico es identificar el eco del extremo lejano y buscar los ecos que aparecen delante de ese pico a medida que la sonda se mueve alrededor de la parte frontal de la pieza.
En el caso de la inspección de pernos, el operario debe anotar los ecos de rosca que genera la pieza y buscar las indicaciones de grietas que aparecen sobre ese fondo. Note que la superficie del perno debe ser lo suficientemente plana para permitir un acoplamiento adecuado del sonido; por lo tanto, puede que sea imposible inspeccionar pernos con cabezas redondeadas o hexagonales. Los pernos de suspensión para puentes representan una aplicación asociada; y, por lo general, pueden ser sometidos a una comprobación de cizalladuras mediante un ensayo similar de haz recto. Por ejemplo, a continuación se muestra la detección de una pequeña ranura que representa una grieta originada en las roscas de una rosca de 212 mm (8,35"), utilizando una sonda de contacto de 10 MHz. La forma de onda lateral izquierda muestra el eco de la pared posterior de un perno intacto, y la forma de onda lateral derecha muestra el defecto de la ranura de referencia en la muestra «agrietada».

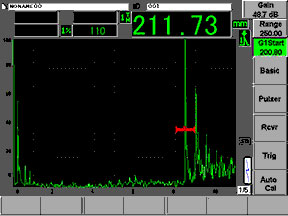 | 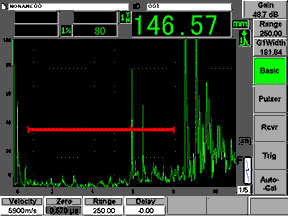 |
| Perno correcto (puerta en el eco de fondo) | Defecto a partir de la muesca de referencia |
Si bien la inspección de los ejes lisos, incluso los muy largos, suele ser sencilla, aquellos cuyo diámetro cambia en pasos requieren una consideración especial. Las inserciones y los cambios de diámetro, de grande a pequeño, producirán ecos predecibles en las áreas de la pantalla correspondientes a su distancia; y, a veces, se podrá observar ecos adicionales causados por la dispersión del haz y los rebotes a partir de las paredes laterales. El inspector debe anotar la posición de todas estas indicaciones fijas y, después, buscar los ecos localizados que aparecen sobre ese fondo. También debe ser consciente de las zonas muertas no alcanzadas por el haz de sonido debido a la «sombra»provocada por los cambios de diámetro, aunque frecuentemente los ensayos efectuados en ambos extremos eliminan este problema. En algunos casos que implican diámetros escalonados, se utilizan suelas (zapatas) de ondas longitudinales de ángulo bajo para orientar el haz acústico a un punto de interés específico, como una esquina susceptible al agrietamiento.
Las piezas forjadas de todos los tamaños pueden ser inspeccionadas en busca de defectos internos como tuberías, grietas laminares y rupturas. Los ensayos se llevan a cabo comúnmente con sondas de haz recto; a menudo a partir de dos direcciones para poder detectar discontinuidades alineadas tanto paralelas como perpendiculares a la superficie de la pieza. Las grietas en la superficie se detectan de forma más fácil mediante la inspección por corrientes de Foucault como complemento al ensayo por ultrasonido.