7.2 Tiges, pièces forgées et boulons
Les tiges et les boulons ont tous les deux une forme cylindrique allongée qui se prête bien à l’inspection par ultrasons. Comme les fissures sont généralement perpendiculaires aux extrémités, l’inspection est habituellement effectuée à l’aide de sondes droites. Dans le cas de tiges longues, l’inspection s’effectue à partir des deux extrémités de la pièce. Dans les deux cas, la procédure typique consiste à identifier l’écho provenant du côté le plus éloigné et de rechercher les échos situés devant cette crête lorsque la sonde est déplacée sur la pièce.
Pour ce qui est de l’inspection des boulons, l’inspecteur doit noter les échos provenant du filetage de la pièce et rechercher les indications de fissure dans ce contexte. Notez que la surface du boulon doit être suffisamment plate pour permettre un couplage acoustique adéquat. Il peut donc être impossible d’inspecter les boulons avec une extrémité arrondie ou hexagonale. L’inspection des chevilles de suspension des ponts est une application similaire. Il est généralement possible de rechercher les effets des contraintes de cisaillements sur ces chevilles avec une sonde droite. L’exemple présenté ci-dessous montre une petite entaille représentant une fissure commençant dans le filetage d’un boulon de 212 mm. Cette fissure a été détectée par une sonde de contact de 10 MHz. La forme d’onde à gauche montre l’écho de fond d’un boulon sans défaut, et la forme d’onde à droite montre l’indication d’une entaille de référence dans la pièce fissurée.

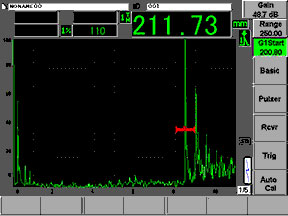 | 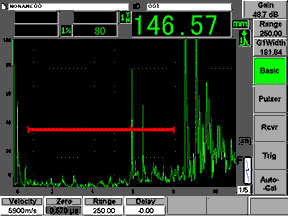 |
| Bon écrou, porte dans l’écho de fond | Indication de l’entaille de référence |
L’inspection de tiges lisses, même des tiges très longes, est généralement facile, mais l’inspection de tiges dont le diamètre varie exige des considérations particulières. Les insertions et les changements de diamètre créent des échos prévisibles sur les emplacements d’écran correspondant à leur distance, et parfois il y aura aussi des échos supplémentaires de conversion de mode causés par la divergence du faisceau et des rebonds sur les côtés de la pièce. L’inspecteur doit noter la position de toutes ces indications fixes, et puis rechercher des échos localisés dans ce contexte. Il doit aussi être conscient des zones mortes non atteintes par le faisceau ultrasonore en raison de l’ombre des changements de diamètre. Souvent, inspecter la pièce des deux extrémités permet d’éliminer ce problème. Dans certains cas de diamètre étagé, des sabots à ondes longitudinales à faible angle sont utilisées pour diriger le faisceau sur un point précis, tel qu’un coin susceptible de contenir une fissure.
Il est possible d’inspecter des pièces de fonte de toute taille et y rechercher des défauts internes comme des ruptures, des fissures laminaires et des formations de retassures. Des sondes droites sont généralement utilisées, souvent à partir de deux directions différentes pour permettre de trouver des discontinuités parallèles et perpendiculaires à la surface de la pièce. Les fissures de surfaces sont facilement trouvées à l’aide de l’inspection par courants de Foucault en plus de l’inspection par ultrasons.