En esta nota de aplicación, se explica cómo se mide el espesor de pared restante a través de la pintura, o de revestimientos similares, de tuberías metálicas, tanques, vigas, cascos de embarcaciones y otras estructuras.
Desafíos al medir el espesor del metal a través de pintura o revestimientos
En varias ocasiones, durante el mantenimiento preventivo industrial o petroquímico, es necesario medir el espesor restante de los metales propensos a la corrosión a través de una o varias capas de pintura o de revestimientos no metálicos similares. La presencia de pintura o revestimientos similares, durante las mediciones con medidores de espesores de ultrasonido convencional, genera errores de medición que incrementan generalmente el espesor aparente del metal, hasta dos veces más que el espesor de la pintura, debido a la velocidad acústica más baja de la pintura. Existen dos soluciones para este problema: la medición Eco a Eco (Echo-to-Echo) y la medición THRU-COAT. |
|

Instrumento usado para las mediciones Eco a Eco y THRU-COAT
Las funciones de las técnicas Eco a Eco y THRU-COAT están disponibles en dos de nuestros medidores de corrosión: el 39DL PLUS™ y el 45MG. La medición Eco a Eco se efectúa normalmente con las siguientes sondas duales: D790, D791, D797 o D798. La medición THRU-COAT requiere una de las sondas duales especializadas, una D7906-SM o una D7908.
Las sondas duales son desde hace mucho tiempo el estándar industrial para las aplicaciones que examinan la corrosión debido a su excelente rendimiento frente a condiciones de rugosidad y oxidación superficial. Normalmente, son recomendadas para todas las aplicaciones comunes que miden la corrosión. Las sondas monoelemento con líneas de retado son recomendadas para ciertas aplicaciones donde intervienen metales pintados uniformemente para los cuales se requieren mediciones de alta precisión.
Teoría de operación para medir el espesor del metal a través de pintura
La velocidad acústica de la onda longitudinal en el acero se encuentra generalmente alrededor de 5900 m/s (0,2320 pulg./µs); sin embargo, la velocidad acústica en la pintura o los revestimientos similares es normalmente inferior a los 2500 m/s (0,1000 pulg./µs). Si un medidor de espesores de ultrasonido convencional mide el espesor total de un metal pintado, éste producirá una medida errónea basada en la capa de pintura según la velocidad acústica del acero; es decir que la pintura aparecerá 2,35 veces más gruesa (la relación entre las dos velocidades) de lo que realmente es. En situaciones que comprenden capas de espesor grueso y tolerancias restringidas, el error generado por la capa de pintura representa un aspecto primordial en toda la medición. La solución para este problema consiste en medir o calcular el espesor de manera que el componente de pintura sea retirado de la medición.
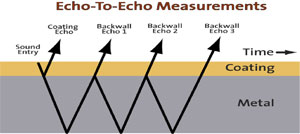
La medición Eco a Eco simplemente despliega una técnica bien establecida que permite cronometrar el intervalo entre dos ecos de fondo sucesivos, los cuales representan sucesivas propagaciones de ida y vuelta de la onda ultrasónica a través del material bajo ensayo. En situaciones que implican metales pintados, estos múltiples ecos de fondo se producen solo dentro del metal, y no en el revestimiento; por ende, el intervalo entre cualquiera de sus pares (eco de fondo 1 a eco de fondo 2, eco de fondo 2 a eco de fondo 3, etc.) representa el espesor del metal sin considerar el espesor del revestimiento.
La medición THRU-COAT interviene en softwares patentados con el fin de identificar el intervalo de tiempo basado en una propagación de ida y vuelta a nivel del revestimiento. Este intervalo de tiempo es usado para calcular y visualizar el espesor del revestimiento. Mediante la sustracción de este intervalo a partir de la medida completa, el medidor también puede calcular y mostrar el espesor del metal sustraído.
Comparación entre las técnicas de medición Eco a Eco y THRU-COAT
Cada una de estas técnicas tiene sus ventajas y desventajas que deben ser tomadas en cuenta al seleccionar la que mejor se adaptará a su inspección.
Ventajas de la medición Eco a Eco
- Permite usar una variedad de sondas comunes.
- Es ideal para revestimientos que presentan irregularidades superficiales.
- Puede ser usada en inspecciones de alta temperatura de hasta aproximadamente 500 °C (930 °F) con las sondas adecuadas
Desventajas de la medición Eco a Eco
- Requiere múltiples ecos de fondo que no pueden encontrarse en metales altamente corroídos.
- Rango de espesor que puede ser más limitado que con la medición THRU-COAT.
Ventajas de la medición THRU-COAT:
- Es aplicable a un amplio rango de espesores de materiales metálicos, normalmente a partir de 1 mm (0,040 pulg.) a más de 50 mm (2 pulg.) en el caso de aceros.
- Requiere sólo un eco de fondo.
- Puede medir un espesor reducido de metal de manera más precisa en situaciones de corrosión por picaduras.
Desventajas de la medición THRU-COAT:
- El revestimiento no debe ser metálico y debe presentar un espesor de al menos 0,125 mm de espesor.
- La superficie del revestimiento debe ser relativamente uniforme/regular.
- Requiere el uso de una de las dos sondas especializadas
- La temperatura máxima de la superficie debe encontrarse aproximadamente entre los 50 °C o 125 °F.
Mediciones Eco a Eco y THRU-COAT
Los procedimientos para activar y ejecutar las mediciones Eco a Eco y THRU-COAT con los medidores 39DL PLUS y 45MG y las sondas apropiadas se describen ampliamente en los manuales de usuario respectivos. Por favor, consulte los manuales de usuario de los medidores para obtener más información sobre estas opciones de medición y, también, sobre los procedimientos recomendados para calibrar la velocidad acústica y optimizar el valor de ganancia y supresión de haz donde sea necesario.
Escala de medición en el modo THRU-COAT
La función THRU-COAT, conjugada con la sonda D7906-SM o D7908, permite medir solamente revestimientos no metálicos, como la pintura o el material Epoxy, con un espesor igual o superior a 0,12mm (0,005 pulg.). Si está midiendo una pieza de acero revestida y no llega a visualizar el valor del revestimiento en la pantalla, significa que el espesor de dicho revestimiento es inferior a la capacidad de lectura del espesor mínimo con la que puede aplicarse la opción THRU-COAT; si el problema persiste, no podrá ser solucionado con esta opción. En muchos casos, el espesor del revestimiento puede ser sustraído a partir de la medida adquirida y el espesor del acero podrá ser visualizado. Para este tipo de casos, también puede intentarse la medición Eco a Eco, o deberá extraer el revestimiento.
El espesor mensurable en metales con la opción de medición THRU-COAT va desde aproximadamente 1 mm (0,040 pulg.) hasta más de 50 mm (2 pulg.) según las propiedades acústicas del metal y la condición superficial interna.
Escala de medición en el modo Eco a Eco
En el modo de medición Eco a Eco, el rango del espesor mensurable depende de la selección de la sonda y el tipo de instrumento utilizado, así como de las propiedades acústicas de la pieza metálica que está siendo medida y de las condiciones de su superficie. Por definición, el modo de medición Eco a Eco requiere la presencia de al menos dos ecos de fondo; por ende, esta función no se aplicará correctamente en ciertas situaciones complejas que implican materiales altamente corroídos, extremadamente rugosos y de alta dispersión o atenuación que no soportan un segundo eco de fondo. En tales casos, es mejor usar la medición THRU-COAT de ser posible.
Con los medidores 39DL y 45MG, las escalas de medición comunes Eco a Eco son los siguientes:
| Tipo sonda | Rango de espesor* |
| D798 | De 1,5 mm a 7,50 mm |
| D790/D791 | De 2 mm a 50 mm |
| D797 | 12,5 mm a 125 mm |
| M201 | De 1,25 mm a 12,5 mm |
*Los rangos de espesor dependen del material, la condición superficial de dicho material y su temperatura.

