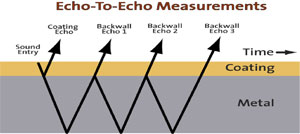
 Application: Accurately measuring remaining wall thickness of metal pipes, tanks, beams, ship hulls, and other structures through paint and similar coatings. Dual element transducers have long been the industry standard for corrosion survey applications, due to their superior response to rough surfaces and pitting conditions. Thus, they are normally recommended for all common corrosion gaging applications. Single element delay line transducers may be recommended in certain applications involving smooth painted metal where higher measurement precision is required. Echo-to-Echo thickness measurement simply involves the well-established technique of timing the interval between two successive back wall echoes that represent successive round trips of the sound wave through the test material. In situations involving painted metal, these multiple back wall echoes occur only within the metal, not in the coating, so the interval between any pair of them (back wall echo 1 to 2, back wall echo 2 to 3, etc.) represents metal thickness only with the coating thickness cancelled out.
THRU-COAT measurement involves the use of a patented software approach to identify the time interval represented by one round trip in the coating. That time interval is used to calculate and display the coating thickness, and by subtracting that interval from the total measurement the gage can also calculate and display the metal substrate thickness. Each of these techniques has advantages and disadvantages that should be considered in selecting which is best for a given application: The measurable metal thickness in THRU-COAT mode typically ranges from approximately 1 mm (0.040 in.) to greater than 50 mm (2 in.), depending on the acoustic properties of the metal and the interior surface condition. Rangeof Measurement Echo-to-Echo: In echo-to-echo mode, the range of thickness depends on transducer selection and the type of gage being used, as well as the acoustic properties of the metal being measured and the surface condition. Because by definition Echo-to-Echo measurement requires the presence of at least two backwall echoes, it will not work in certain extreme situations involving severely corroded, very rough, highly scattering, or highly attenuating materials that do not support a second multiple backwall echo. In such cases, THRU-COAT measurement should be used if possible. With the Model 38DL and 45MG gages, typical echo-to-echo thickness ranges are as follows:
| |||||||||||||||
Olympus Industrial Resources
Application Notes
Back to Resources


Measuring Metal Thickness Through Paint
Products Used for This Application
The handheld 45MG ultrasonic thickness gauge is packed with measurement features and software options. This unique instrument is compatible with the complete range of Olympus dual element and single element transducers, making this gauge an all-in-one solution for virtually every thickness gauge application.
The 38DL PLUS is an advanced ultrasonic thickness gauge. Uses dual element transducer for internal corrosion applications, and has features that include THRU-COAT technology and echo-to-echo. Uses single element transducers for very precise thickness measurements of thin, very thick, or multilayer materials.
Sorry, this page is not available in your country
Let us know what you're looking for by filling out the form below.