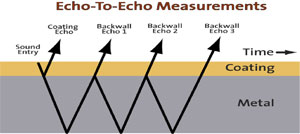
 Application : Mesure précise, au travers d’une couche de peinture ou d’un revêtement du même type, de l’épaisseur résiduelle de la paroi métallique des tuyaux, des réservoirs, des poutres, des coques de navires et d’autres structures. Depuis longtemps, les sondes à émission-réception séparées constituent la norme de l’industrie pour les applications de contrôle de la corrosion en raison de la supériorité de leur réactivité aux surfaces rugueuses ou à la corrosion par piqûres. Par conséquent, elles sont généralement recommandées pour toutes les applications courantes de contrôle de la corrosion. Les sondes monoéléments à lignes à retard peuvent être recommandées pour l’inspection de pièces faites de métal lisse et peint requérant des mesures de grande précision. La mesure d’épaisseur entre échos tire profit d’une technique utilisée depuis longtemps qui consiste à calculer l’intervalle entre deux échos de fond qui se suivent et représentant les parcours sonores successifs de l’onde ultrasonore au travers du matériau inspecté. Dans le cas du métal peint, ces échos de fond surviennent à l’intérieur du métal seulement, et non pas dans le revêtement. Par conséquent, l’intervalle entre n’importe quelle paire d’échos (écho de fond 1 à 2, écho de fond 2 à 3, etc.) représente l’épaisseur du métal seulement; l’épaisseur du revêtement, elle, est annulée.
La mesure THRU-COAT implique l’utilisation d’une approche logicielle brevetée pour déterminer l’intervalle de temps que représente un aller-retour à l’intérieur du revêtement. Cet intervalle permet de calculer et d’afficher l’épaisseur du revêtement; en le soustrayant de la mesure totale, l’appareil arrive aussi à calculer et à afficher l’épaisseur du substrat métallique. Chacune de ces techniques offre des avantages et des inconvénients qui doivent être pris en compte pour choisir celle qui s’applique le mieux à une application donnée : De manière générale, l’épaisseur mesurable en mode THRU-COAT s’étend d’environ 1 mm jusqu’à plus de 50 mm, selon les propriétés acoustiques du métal et les conditions de surface à l’intérieur. Étenduede la mesure entre échos : En mode entre échos, l’étendue d’épaisseur dépend du choix de la sonde, du type d’appareil, des propriétés acoustiques du métal et des conditions de surface. Par définition, la mesure entre échos requiert au moins deux échos de fond. Par conséquent, elle peut ne pas fonctionner lorsque les matériaux sont extrêmement corrodés, très rugueux, à très forte diffusion ou à très forte atténuation. En effet, dans ces conditions, le matériau ne supporte pas le deuxième écho de fond. En pareils cas, dans la mesure du possible, il faut utiliser la mesure THRU-COAT. Pour les mesureurs d’épaisseur 38DL et 45MG, les étendues d’épaisseur typiques en mode entre échos sont les suivantes :
| |||||||||||||||
Solutions industrielles
Documentation
Notes d’application
Retour aux ressources
Mesure de l’épaisseur des parois métalliques au travers d’une couche de peinture
Produits utilisés pour cette application

Le 45MG est un mesureur d’épaisseur à ultrasons de pointe équipé de série de multiples fonctions de mesure et d’options logicielles. Cet outil de mesure d’épaisseur unique est compatible avec notre gamme complète de sondes de mesure d’épaisseur monoéléments et à émission-réception séparées.

Polyvalent, le mesureur d’épaisseur 38DL PLUS peut être combiné à des sondes à émission-réception séparées pour la mesure de l’épaisseur de tuyaux corrodés, ou à une sonde monoélément pour la mesure très précise de l’épaisseur de matériaux minces ou multicouches.
Sorry, this page is not available in your country
Let us know what you're looking for by filling out the form below.