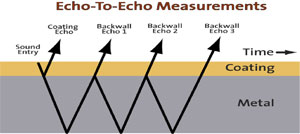
 Applicazione: Misura precisa dello spessore residuo di tubazioni, serbatoi, travi, scafi metallici e altre strutture attraverso la vernice e altri rivestimenti simili. I trasduttori a doppio elemento sono da molto tempo impiegati nelle applicazioni di ispezione della corrosione per gli eccellenti risultati ispettivi di superfici irregolari e di componenti soggette a vaiolatura. Pertanto sono in genere consigliati per tutte le comuni applicazioni di misura di corrosione. I trasduttori con linea di ritardo a singolo elemento possono essere consigliati in alcune applicazioni di metalli verniciati a superficie regolare dove è necessaria una più elevata precisione di misura. Le misure di spessore Echo-to-Echo si avvalgono semplicemente della misura dell'intervallo di tempo tra due eco di fondo successive che rappresentano il percorso in andata e ritorno dell'onda sonora attraverso la componente da ispezionare. In situazioni relative a metalli verniciati, queste eco di fondo multiple si trasmettono solamente attraverso il metallo e non nel rivestimento. In questo modo l'intervallo tra ogni coppia delle eco di fondo (da eco di fondo 1 a 2, da eco di fondo 2 a 3, ecc.) rappresenta lo spessore del metallo con l'esclusione dello spessore di rivestimento.
La misura THRU-COAT prevede l'uso di un software brevettato per identificare l'intervallo di tempo rappresentato dal percorso in andata e ritorno nel rivestimento. Questo intervallo di tempo viene usato per calcolare e visualizzare lo spessore del rivestimento. Sottraendo questo intervallo dalla misura totale il misuratore può inoltre calcolare e visualizzare lo spessore del metallo. Ognuna di queste tecniche hanno diversi vantaggi e svantaggi che dovrebbero essere considerati per scegliere la migliore per una data applicazione: Lo spessore metallico misurabile in modalità THRU-COAT in genere varia approssimativamente da 1 mm (0,040 in.) a più di 50 mm (2 in.) in funzione delle proprietà acustiche del metallo e delle condizioni della superficie interna. Intervallodella misura Echo-to-Echo: In modalità Echo-to-Echo, l'intervallo dello spessore dipende dalla scelta del trasduttore, dalla scelta del tipo di misuratore , dalle proprietà acustiche del metallo misurato e dalle condizioni superficiali. Visto che per definizione le misure Echo-to-Echo richiedono la presenza di almeno due eco di fondo, non è possibile applicare questo tipo di misura su componenti caratterizzate da intensa corrosione, elevata irregolarità, intensa vaiolatura o elevata attenuazione in quanto non sono compatibili con un secondo eco di fondo multiplo. In questi casi, se possibile, dovrebbero essere usate le misure THRU-COAT. Con i misuratori 38DL e 45MG in genere gli intervalli di misura Echo-to-Echo sono i seguenti:
| |||||||||||||||
Risorse
Application Notes
Tornare alle risorse


Misura di spessori in componenti metalliche attraverso la vernice
Prodotti per l'applicazione
L'innovativo misuratore di spessori a ultrasuoni 45MG integra delle funzionalità di misura di serie e delle opzioni software. Questo eccezionale strumento di misura di spessore è compatibile con la nostra completa gamma di trasduttori per misuratori di spessori a singolo o doppio elemento.
Il versatile misuratore 38DL PLUS™ può essere usato in combinazione con i trasduttori a doppio elemento in diversi ambiti: dalla misura di tubazioni corrose mediante trasduttori a doppio elemento, alla misura molto precisa di spessori di componenti sottili in materiale multistrato mediante trasduttori a singolo elemento.
Sorry, this page is not available in your country
Let us know what you're looking for by filling out the form below.