
I materiali compositi in polimeri rinforzati con fibre di carbonio (CFRP) sono materiali in plastica leggeri ma resistenti che contengono le fibre in carbonio. Grazie alle loro ottimali proprietà meccaniche, i materiali CFRP sono usati in un'ampia varietà di componenti prodotte nei settori automobilistico, aerospaziale e altri. Con la produzione di grandi volumi di componenti CFRP è importante individuare dei processi di ispezione veloci e efficaci.
In uno studio presentato alla 19° conferenza mondiale sui controlli non distruttivi (WCNDT), Jatzlau et al. hanno scoperto che la modalità di risonanza del nostro strumento per il controllo dei materiali compositi BondMaster™ è in grado di rilevare in modo facile, veloce e conveniente le differenze in porosità delle componenti prodotte per il settore automobilistico in CFRP.
L'obiettivo dello studio è stato quello di esaminare i metodi dei controlli non distruttivi (NDT) dell'analisi di risonanza acustica per identificare il più efficace metodo di assicurazione qualità e ispezione dei difetti nelle componenti CFRP. Gli esperimenti realizzati nello studio hanno utilizzato i campioni CFRP con difetti da alterazioni da impatto, ondulazioni delle fibre e porosità. Gli autori hanno scelto lo strumento per il controllo dei materiali compositi BondMaster per identificare le componenti CFRP con presenza di errori di produzione e alterazioni da operatività.
I risultati dello studio concludono che: "In confronto agli altri metodi NDT come gli ultrasuoni, la termografia e le analisi a risonanza acustica permettono una semplice e veloce identificazione di componenti difettose come l'approssimativa localizzazione di difetti. In seguito le componenti identificate possono essere ispezionate da una distanza più ravvicinata attraverso degli strumenti di controllo più complessi per verificare con precisione la posizione, il tipo e le dimensioni del difetto".
Per maggior informazioni sull'esperimento e sui risultati, è possibile consultare l'intero studio qui.
La funzione delle componenti e delle strutture unite con sostanze adesive nel settore automobilistico
Le componenti e le strutture unite con sostanze adesive stanno diventando una parte importante della produzione nel settore automobilistico. L'integrità e l'affidabilità delle giunzioni sono fondamentali per la produzione di prodotti di alta qualità.
Il controllo a risonanza possono rilevare prontamente le delaminazioni. Inoltre questo metodo permette di rilevare numerosi tipi di perdite di adesione (es: separazione tra rivestimento e parte interna nelle strutture in materiali compositi a nido d'ape).
Tuttavia la configurazione e il funzionamento del controllo a risonanza possono risultare complicati. Il controllo richiede un accoppiante liquido, il quale rende più difficile la scansione della giunzione. I liquidi accoppianti sono inoltre non permessi per alcune componenti e strutture in materiali compositi a causa della possibile contaminazione.
Lo strumento BondMaster 600 permette di applicare dei metodi di controllo dei materiali compositi che non richiedono accoppiante, come il metodo con analisi dell'impedenza meccanica (MIA - mechanical impedance analysis) e il metodo a trasmissione-ricezione. Il metodo di ispezione a risonanza disponibile con il modello BondMaster 600M è particolarmente efficace nel rilevamento delle delaminazioni e le perdite di adesione in una serie di strutture in materiali compositi. Risulta più efficace nei materiali compositi con rivestimenti sottili.
Controllo della giunzione adesiva mediante la modalità a risonanza: Funzionamento
Il metodo a risonanza impiega delle speciali sonde di contatto a ultrasuoni a larghezza di banda stretta. Questo metodo si basa sulla variazione dell'impedenza della sonda a ultrasuoni a elevato Q con intensa risonanza quando viene accoppiata acusticamente a un materiale. L'impedenza elettrica misurata del trasduttore è influenzata dall'impedenza acustica del campione da controllare. L'impedenza acustica in uno specifico materiale composito è alterato da una perdita di adesione.
In una perdita di adesione è come se una sottile lamina vibri generando un'onda stazionaria quando lo spessore è pari a multipli di numeri dispari (1, 3, 5, ecc.). della lunghezza dell'onda acustica nella lamina.
Per una lunghezza d'onda: l = v/f, dove v = la velocità di propagazione dell'onda sonora nel materiale e f è la frequenza della risonanza. Minore è lo spessore dello strato e maggiore è la frequenza della risonanza.
La seguente Figura 1 mostra un trasduttore a risonanza accoppiato a una componente da controllare in una giunzione con perdita di adesione e la risultante onda stazionaria.
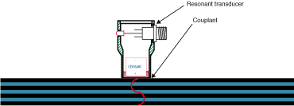
Figura 1. Onda stazionaria risonante in una lamina sottile o in una giunzione con perdita di adesione.
Per l'impedenza acustica: Z = rVtanh[a +i(ß +kt)], dove a è la costante di riflessione, ß è il cambio di fase, t è lo spessore della lamina e k è il numero d'onde.
In una giunzione adesiva le variazioni nello spessore effettivo causate da perdite di adesione influenzano significativamente la fase e l'ampiezza del segnale nella frequenza della risonanza del trasduttore. In una giunzione multi-strato la fase è correlata alla profondità dello strato che presenta una perdita di adesione come illustrato nella Figura 2.
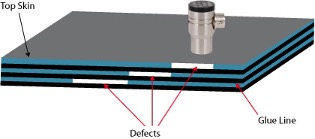
Figura 2. Controllo della perdita di adesione in materiale composito multistrato.
Lo strumento per il controllo dei materiali compositi BondMaster 600M definisce immediatamente in automatico la frequenza della risonanza del trasduttore passando attraverso un intervallo di frequenze e individuando la fase zero.
In seguito lo strumento opera con questa frequenza. La Figura 3 illustra il corretto funzionamento della sonda.
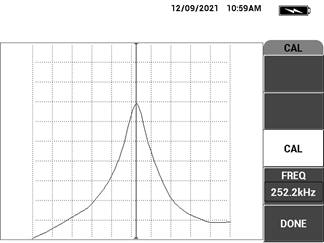
Figura 3 Lo strumento BondMaster 600M passa attraverso l'intervallo di frequenze di una sonda e visualizza le caratteristiche della risonanza della sonda. La conferma della frequenza della risonanza valida il corretto funzionamento della sonda.
Accoppiando la sonda a una componente di materiale composito la componente agisce come elemento di smorzamento, riducendo l'ampiezza e aumentando la larghezza di banda del trasduttore, aumentando la frequenza di risonanza. La sonda viene definita a zero nell'area priva di difetti e con una giunzione ottimale, come illustrato nella Figura 4 riportata di seguito.
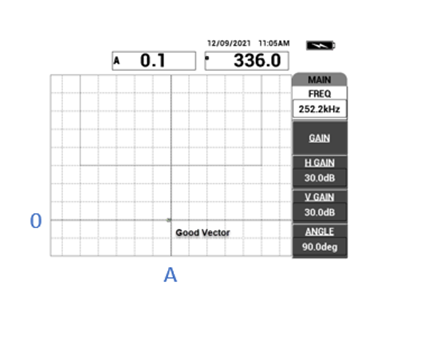
Figura 4 La sonda viene definita a zero nell'area priva di difetti e con una giunzione ottimale. 22
Quando è presente un difetto come una delaminazione, il difetto influenza la frequenza della risonanza della sonda, pertanto influenza anche la posizione del vettore visualizzata nella schermata. La fase è indicata dallo 0 del vettore e dell'ampiezza A attraverso la distanza dal punto zero centrale. I segnali nella schermata sono visualizzati come illustrati nelal Figura 5 riportata di seguito.
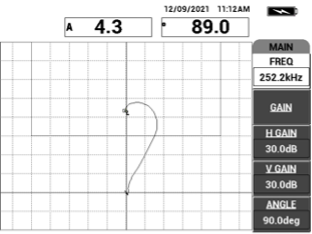
Figura 5 Esempio di una delaminazione rilevata sullo strumento BondMaster 600M. 26
La frequenza della sonda è scelta in base allo spessore del rivestimento e al tipo di materiale. Per una sensibilità ottimale delle perdite di adesione, minore è lo spessore dello strato, maggiore dovrebbe essere la frequenza della sonda.
La frequenza della sonda dovrebbe essere proporzionale all'impedenza acustica dello strato. I materiali come la grafite o la fibra di vetro a bassa impedenza (Z = rV, dove Z è l'impedenza, r è la densità e V è la velocità di propagazione delle onde sonore nel materiale) richiedono delle sonde a minore frequenza rispetto agli strati rivestimento-metallo.
Le frequenze nell'intervallo 35–350 kHz sono utili per la maggior parte dei controlli di materiali compositi, con le frequenze maggiori usate per gli strati più sottili o metallici.
Semplice ispezione di materiali compositi laminati mediante i controlli di materiali compositi

Un operatore utilizza il BondMaster 600 in modalità risonanza per ispezionare i materiali compositi.
Il BondMaster 600M è programmato per un'ampia varietà di metodi di ispezione standard, come la modalità di radiofrequenza in trasmissione-ricezione, la modalità d'impulso in trasmissione-ricezione, la modalità di scansione in trasmissione-ricezione, la modalità di risonanza e la modalità di analisi dell'impedenza meccanica (MIA). La modalità risonanza del BondMaster 600M misura i cambiamenti della fase e dell'ampiezza dell'onda stazionaria o di propagazione nella sonda. Le sonde di risonanza sono trasduttori a contatto con larghezza di banda stretta e i cambiamenti dell'impedenza del cristallo vengono rappresentati nella schermataX-Y del BondMaster 600M.
La modalità di risonanza rappresenta una funzionalità semplice e affidabile per rilevare difetti da delaminazione. Spesso la profondità della delaminazione può essere stimata dalla rotazione della fase del segnale. La modalità risonanza dello strumento per il controllo dei materiali compositi BondMaster 600 è di una straordinaria facilità d'uso, principalmente grazie alle configurazioni predefinite in fabbrica per le applicazioni relative a difetti da perdita di adesione in materiali compositi laminati.
Semplice integrazione dei controlli di materiali compositi nei sistemi automatizzati a alta velocità
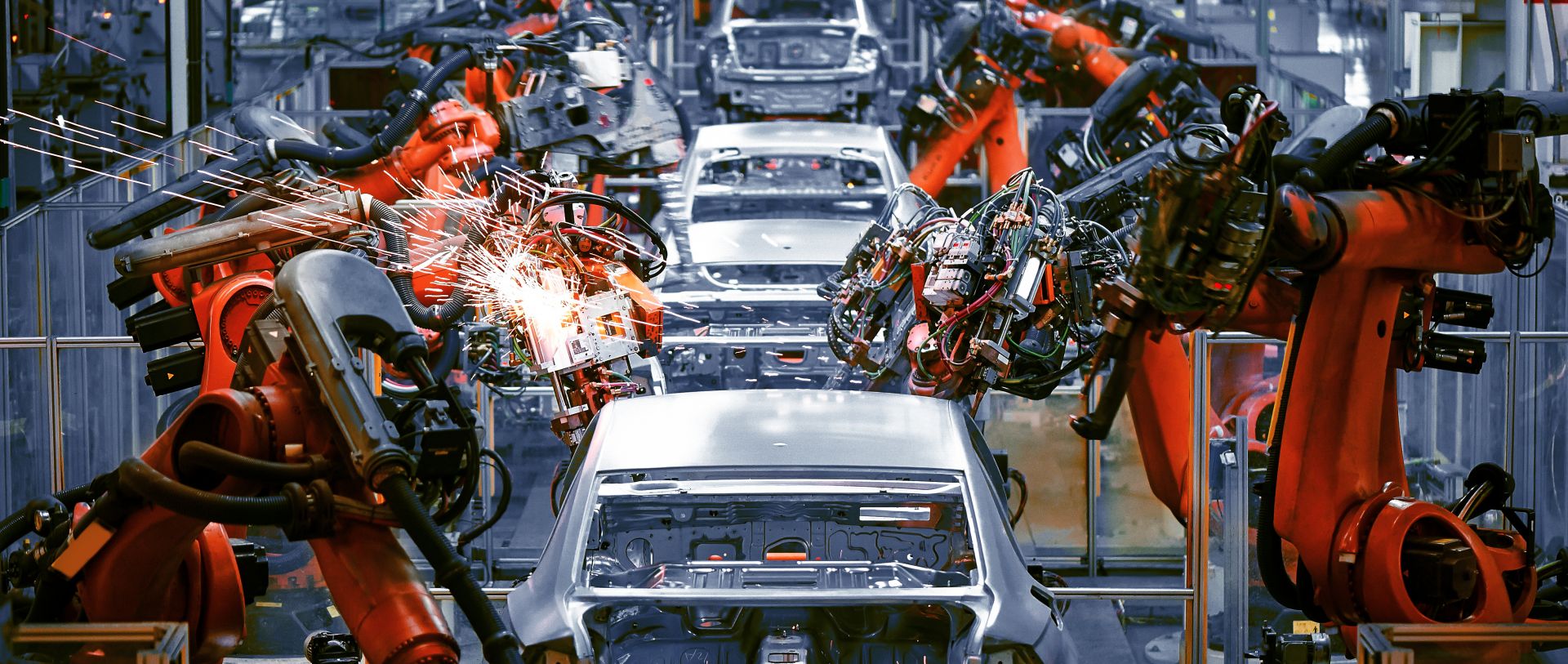
In modo simile al rilevatore di difetti eddy current NORTEC™ 600, lo strumento per il controllo dei materiali compositi BondMaster 600 può essere associato semplicemente ai sistemi di ispezione integrati ed è progettato per operare in modo affidabile negli ambienti industriali.
Scopri di più sui controlli di materiali compositi nel nostro articolo tecnico o contattaci per una dimostrazione in presenza o virtuale.
Contenuti correlati
Controlli di giunzioni adesive a modalità multiple
Soluzioni di ispezioni di materiali compositi
Sempre in contatto
