Ensayo por ultrasonido de placas y tuberías de acero al carbono: END
Descripción
 Acero al carbono
Acero al carbono
Tuberías y placas
Las soluciones versátiles de Olympus para las inspecciones de soldaduras utilizan una variedad de técnicas que permiten efectuar inspecciones productivas y eficientes en placas y tuberías con un diámetro externo superior a 4,5 pulg. Las técnicas de ultrasonido multielemento (Phased Array), de difracción de tiempo de vuelo y de ultrasonido convencional pueden ser utilizadas independientemente o en combinación para obtener una cobertura completa de la soldadura con una alta probabilidad de detección.
Estas soluciones también incluyen métodos de escaneo diferentes para identificar la posición del defecto y dimensionarlo. La capacidad de estabilidad y codificación que ofrece el escáner optimiza la calidad de datos y permite cumplir con exigencias de códigos de inspección. Los escaneos pueden llevarse a cabo con diferentes escáneres que ofrecen un método de adquisición de datos manual, de codificación manual, semiautomatizada o automatizada.
Las soluciones para inspeccionar soldaduras de acero al carbono, en función de sus necesidades, implican diversos productos Olympus: unidades de adquisición, escáneres, sondas y softwares. Dichas soluciones permiten dimensionar la longitud y profundidad para aceptar o rechazar los defectos según las exigencias reglamentarias de inspección.
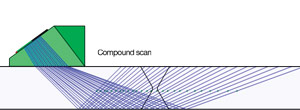
Escaneo compuesto
|
La actualización del software NDT SetupBuilder hoy ofrece la capacidad para efectuar haces de escaneo compuesto. Esta estrategia de inspección innovadora consiste en una combinación entre haces sectoriales y lineales, la cual brinda las siguientes ventajas:
|

Series de sondas de ultrasonido multielemento (Phased Array) y suelas para inspeccionar soldaduras
 | Las sondas de ultrasonido multielemento (PA) A31 y A32 y las suelas presentan características únicas para proporcionar un alto rendimiento.
|
Inspección bajo condiciones de alta temperatura
 | Olympus ofrece una opción de suela para inspecciones bajo condiciones de alta temperatura. Esta está disponible bajo pedido y es compatible con las nuevas sondas Phased Array A31 y A32 y el codificador Mini-Wheel de Olympus. Esta opción permite la inspección de piezas que mantienen una temperatura superficial de hasta 150 °C. |
Suelas (zapatas) de focalización en eje pasivo (PAF)
 | La serie patentada de suelas (zapatas) de focalización en eje pasivo de Olympus ayuda a compensar la divergencia del haz en la dirección pasiva a fin de inspeccionar soldaduras circunferenciales de tuberías. El ancho más pequeño del haz permite el dimensionamiento de defectos más cortos en el eje de escaneo, favoreciendo índices de rechazo más bajos. Asimismo, debido a que la energía de haz está enfocada, la relación de la señal-ruido (SNR) es mejorada, otorgando de esta manera imágenes de los defectos más nítidas. |
Técnicas generales
Métodos de escaneo
Métodos de escaneo
Nuestra solución para inspeccionar soldaduras de acero al carbono puede ser usada con diferentes opciones de escaneo.
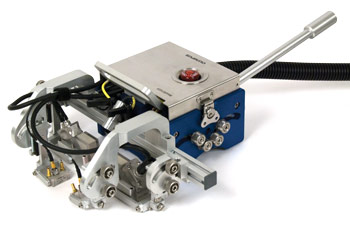
Método automatizado
Este escáner es una opción de escaneo automatizada, ideal para la inspección de soldaduras de acero al carbono que utiliza un par de sondas PA y hasta tres pares de sondas TOFD. Favorece el movimiento rápido y estable de las sondas para aumentar la frecuencia de adquisición y obtener resultados fiables. |
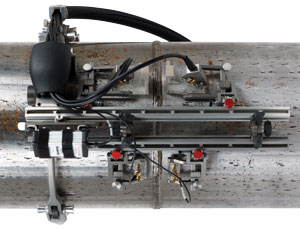
Por su parte, el escáner motorizado SteerROVER permite dirigir el escáner a distancia con el fin de ejecutar escaneos automatizados de forma eficiente en soldaduras de acero al carbono, que se encuentran en áreas de acceso intrincado. Use el escáner SteerROVER con su robusto controlador táctil y portátil para llevar a cabo ensayos por ultrasonido multielemento (Phased Array) fiables en soldaduras circunferenciales y longitudinales. El kit de cámaras RECON asiste en la exploración del escáner, ya que mantiene la soldadura bien centrada y ayuda a asegurar las sondas que permanecen en contacto con la superficie. |

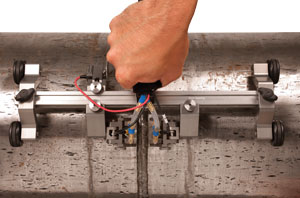
Método y codificación manuales
La soldadura puede ser escaneada de forma manual utilizando una sonda PA. Esta última puede ser codificada al acoplar un codificador Mini-Wheel o al utilizarla con un escáner manual VersaMOUSE . |

Método semiautomatizado
|
| ||
|
| ||
|



TécnicasLa técnica de ultrasonido multielemento (Phased Array, PA) ofrece múltiples ángulos, tipos y desplazamientos de haces generados de forma electrónica. Con ello es posible adaptarse mejor a los diferentes tipos de soldaduras. La técnica de ultrasonido convencional (UT) puede ser una alternativa al ultrasonido multielemento (Phased Array), cuando se requiere alta velocidad y el precio es un factor mucho más importante que la facilidad y flexibilidad de uso. La técnica TOFD puede ser usada sola para inspecciones rápidas y sencillas o como una técnica complementaria de impulso-eco (pulse-echo). Al combinar las técnicas Phased Array y TOFD es posible obtener el mejor funcionamiento para las inspecciones de soldaduras de acero al carbono. Ambas técnicas se complementan para ofrecer excelentes representaciones, la mejor probabilidad de detección y la caracterización de defectos. | Aplicaciones
|
