Technologie multiélément pour l’inspection de tuyaux et plaques en acier au carbone
Vue d’ensemble
 Acier au carbone
Acier au carbone
Tuyaux et plaques
Polyvalente, la solution d’Olympus pour l’inspection de soudures offre diverses techniques qui permettent d’améliorer la productivité et l’efficacité de l’inspection de plaques et de tuyaux d’un diamètre externe de 4,5 po ou plus. Les techniques multiéléments, par diffraction en temps de vol ou par ultrasons conventionnels peuvent être utilisées seules ou combinées pour une couverture complète de la soudure et une probabilité de détection élevée.
Cette solution permet aussi d’utiliser un scanner pour garantir des mesures précises de la position et de la dimension des discontinuités. En effet, la stabilité et la capacité de codage des scanners améliorent la qualité des données, et permettent de s’assurer que les inspections respectent les normes. Vous pouvez sélectionner le scanner adéquat selon la méthode de collecte de données choisie : manuel, manuel codé, semi-automatisé ou automatisé.
La solution d’Olympus pour l’inspection de soudures à l’acier ordinaire se compose du matériel suivant, qui est complètement adapté selon vos besoins : unités d’acquisition, scanners, sondes et logiciel d’Olympus. La longueur et la profondeur des indications peuvent être évaluées en fonction de critères d’acceptation ou de rejet.
Balayage combiné
|
Le logiciel actualisé NDT SetupBuilder Olympus offre maintenant la possibilité d’effectuer des balayages combinés. Cette stratégie d’inspection novatrice qui consiste à mixer les faisceaux sectoriels et linéaires offre les avantages suivants :
|

Sondes et sabots multiéléments pour l’inspection des soudures
 | Les sondes et sabots multiéléments A31 et A32 offrent des caractéristiques uniques qui assurent un niveau de performance accru.
|
Inspection à température élevée
 | Vous pouvez vous procurer sur demande un sabot conçu spécialement pour les applications à température élevée. Compatible avec les sondes multiéléments A31 et A32 et le codeur Mini-Wheel, il permet l’inspection de pièces dont la température de surface peut atteindre 150 ⁰C. |
Sabots de focalisation sur l’axe passif (PAF)
 | La série brevetée de sabots de focalisation sur l’axe passif d’Olympus contribue à compenser la divergence du faisceau dans la direction passive lors des inspections de soudures circonférentielles de tuyaux. La faible largeur du faisceau permet de mesurer des défauts plus courts sur l’axe de balayage, ce qui contribue à la diminution du taux de rejets. De plus, puisque l’énergie du faisceau est focalisée, le rapport signal sur bruit est amélioré, ce qui augmente la netteté des images des défauts. |
Techniques générales
Solutions d’inspection des soudures par ultrasons
L’appareil de recherche de défaut OmniScan a fait ses preuves depuis longtemps en matière d’inspections par ultrasons multiéléments. En effet, il constitue une solution de remplacement fiable et rentable à la technique par radiographie. En outre, les solutions d’inspection des soudures par ultrasons Olympus permettent d’effectuer les inspections conformément aux principales normes et exigences de l’industrie à un coût abordable. Combinant de manière idéale unité d’acquisition, scanner, codeur et logiciel, ces solutions peuvent être mises en place pratiquement partout. Le logiciel d’utilisation généralisée constamment amélioré facilite l’inspection des soudures, vous permettant ainsi d’être encore plus efficace au travail.
Les solutions d’inspection des soudures Olympus se prêtent bien aux soudures à l’acier au carbone ou d’alliages résistants à la corrosion, comme les alliages austénitiques.
Avantages généraux :
- Inspection rapide de soudures de différents matériaux, diamètres et épaisseurs
- Couverture volumétrique complète
- S’adapte aux soudures bout à bout, circonférentielles, placées sur l’axe des tubes, aux structures accessibles d’un côté seulement, ainsi qu’aux profils de soudures les plus courants
- Portable, convient aux inspections en usine et sur site.
Combinaison de diverses techniques pour une couverture complète et une efficacité améliorée
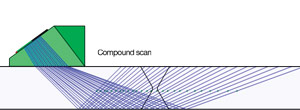
Technique par réflexion multiéléments Basée sur la capacité de modifier électroniquement les faisceaux à ultrasons générés par les sondes équipées de plusieurs petits éléments. Excités selon différentes lois focales, ces éléments dirigent les faisceaux à des angles variés et les concentrent à des profondeurs précises. | 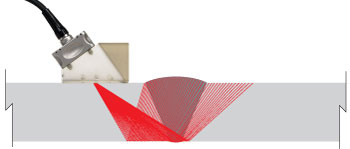 |
Technique par réflexion à ultrasons conventionnels Utilise une sonde monoélément pour générer un faisceau acoustique selon un angle fixe. L’appareil interprète l’écho reçu par la sonde et donne des informations sur la taille et la position. |  |
| Technique par diffraction en temps de vol (TOFD) S’appuie sur les propriétés des indications, comme les fissures. Lorsque les faisceaux générés par la sonde émettrice frappent l’extrémité de l’indication, l’énergie est diffractée vers la sonde réceptrice. Cette technique tire profit d’un large faisceau offrant une excellente couverture qui ne tient pas compte de l’orientation de l’indication. | 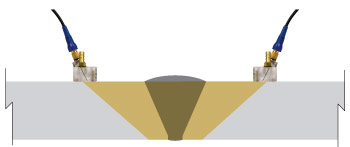 |
Technique émission-réception longitudinale (TRL) Utilise des sondes distinctes pour l’émission et la réception et génèrent des ondes longitudinales réfractées. L’utilisation de sondes distinctes réduit la sensibilité aux matériaux bruyants. C’est une caractéristique particulièrement utile pour l’inspection d’alliages à gros grains, comme les alliages austénitiques et les alliages de nickel. | 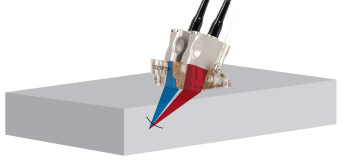 |
Technique par ondes de surface (ou ondes rampantes) Méthode par ultrasons dans laquelle les discontinuités sont détectées au retour d’une onde rampante le long de la surface du composant inspecté. | 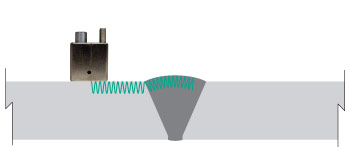 |
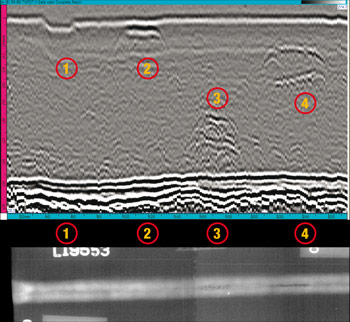
Contrôle automatisé par ultrasons à la place du contrôle par radiographie
L’inspection par ultrasons comme solution de remplacement à la radiographie a démontré son efficacité pour l’inspection de cuves sous pression, de réservoirs, de canalisations ou d’autres structures présentant des soudures. Les solutions d’inspection par ultrasons Olympus sont conformes aux normes ASME et API, ainsi qu’à d’autres exigences normatives applicables aux techniques qui remplacent la radiographie, comme la collecte de données brutes ou l’utilisation d’un codeur. En comparaison de la technique par radiographie, les solutions d’inspection des soudures par ultrasons Olympus offrent les nombreux avantages suivants :
- Aucun rayonnement ionisant
- Élimination des perturbations de la zone de travail
- Archivage numérique en temps réel des données d’inspection
- Élimination de l’archivage des films
- Productivité améliorée
- Meilleures probabilités de détection
Comparaison entre les indications
 |
|
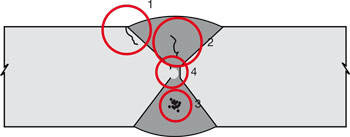
Possibilités de mesure
| identification | Type de défaut | Inspection par ultrasons | Technique par radiographie |
| 1 | Fissure aux raccordements |
• Position X, Y et Z
• Évaluation de la longueur • Évaluation de la hauteur |
• Position X et Y
• Évaluation de la longueur |
| 2 | Fissure sur l’axe |
• Position X, Y et Z
• Évaluation de la longueur • Évaluation de la hauteur | • Aucune détection |
| 3 | Porosité |
• Position X, Y et Z
• Évaluation de la longueur |
• Position X et Y
• Évaluation de la longueur |
| 4 | Pénétration incomplète de la soudure |
• Position X, Y et Z
• Évaluation de la longueur • Évaluation de la hauteur |
• Position X et Y
• Évaluation de la longueur |
Avantages des solutions d’inspection des soudures par ultrasons Olympus
| Solutions par ultrasons Olympus | Technique par radiographie | |
| Élimination du risque de rayonnement | Oui | Non |
| Élimination de la zone d’accès limité | Oui | Non |
| Facilité de mise en place sur site | Oui | Non |
|
Probabilité de détection
(défauts planaires, comme les fissures et la fusion incomplète) | Excellente | Mauvaise |
| Vitesse d’inspection | Excellente | Bonne |
| Capacité d’évaluation de la profondeur de l’indication | Grande précision | Mauvaise |
| Capacité d’évaluation de la longueur de l’indication | Grande précision |
Bonne précision
|
Méthodes de balayage
Méthodes de balayage
Notre solution pour l’inspection de soudures d’acier au carbone peut être utilisée avec plusieurs options de balayage.
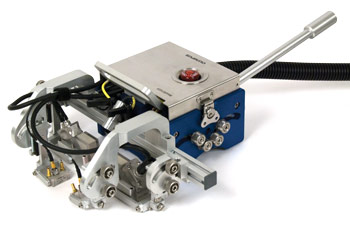
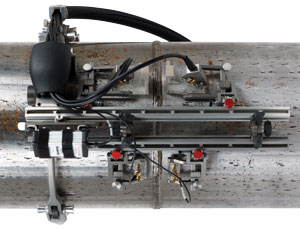
Balayage automatisé
L’inspection automatisée avec le scanner WeldROVER est la méthode idéale pour inspecter des soudures d’acier au carbone avec une paire de sondes multiéléments ou jusqu’à trois paires de sondes TOFD. Cette méthode permet un mouvement rapide et stable des sondes et procure un taux d’acquisition élevé et des données précises. |
Le scanner motorisé SteerROVER, quant à lui, vous permet de diriger le scanner à distance, pour un balayage automatisé efficace des soudures d’acier au carbone dans des zones difficiles d’accès. Utilisez le scanner SteerROVER avec sa télécommande robuste à écran tactile pour effectuer des inspections par ultrasons multiéléments (PA) fiables sur des soudures circonférentielles et longitudinales. L’ensemble de caméras RECON offert en option vous aide à diriger le scanner, à maintenir la soudure bien centrée et à vous assurer que les sondes restent en contact avec la surface. |

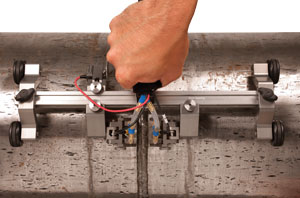
Balayage manuel ou balayage codé manuel
L’inspection d’une soudure peut se faire manuellement à l’aide d’une sonde multiélément dont les signaux peuvent être codés au moyen d’un codeur MiniWheel préalablement fixé ou du scanner manuel VersaMOUSE. |

Balayage semi-automatisé
|
| ||
|
| ||
|



Techniques d’inspectionLa technique d’inspection par ultrasons multiéléments permet de générer électroniquement différents angles, types ou décalages du faisceau. Elle offre une grande souplesse pour l’adaptation facile à différents types de soudures. La technique d’inspection par ultrasons conventionnels constitue une solution de remplacement aux ultrasons multiéléments si une vitesse d’acquisition rapide est requise ou si la rentabilité prime sur la flexibilité. La technique d’inspection TOFD peut être utilisée seule pour une inspection simple et rapide, ou comme complément à la technique par écho d’impulsion. Combinées, les techniques par ultrasons multiéléments et TOFD offrent le meilleur rendement pour la plupart des inspections de soudures d’acier au carbone. Les deux techniques se complètent et permettent d’obtenir une excellente imagerie, des probabilités de détection optimales et une caractérisation des défauts. | Applications
|
