Medidores de precisión por ultrasonido para medir revestimientos

A menudo, la pintura, la resina epoxi y los revestimientos protectores similares sobre acero plantean un problema potencial en las aplicaciones de inspección de corrosión. Debido a que la velocidad acústica de los recubrimientos no metálicos suele ser alrededor de la mitad que la del acero, un recubrimiento puede generar un error que duplica el espesor real en una medición. En esta sección, se explicarán las diferentes técnicas de medición por ultrasonido con los medidores de espesores de Olympus cuando se enfrenta espesores de revestimiento.
¿Por qué es importante medir con precisión los recubrimiento/revestimientos?
El espesor del revestimiento tiene un efecto significativo en la calidad del producto, el control del proceso y el control de costos [Esp. costes]. Dos factores permiten asegurar que un revestimiento cumpla su función prevista: la calidad de la pintura y el espesor del revestimiento/recubrimiento. La medición precisa de un revestimiento favorece el cumplimiento de los requisitos en una amplia variedad de sectores industriales. Los medidores ultrasónicos no son destructivos y pueden medir con precisión el espesor de los recubrimientos/revestimientos que requieren acceso a un solo lado de la superficie de un material.
Técnicas de medición para espesores de revestimiento ultrasónico
Dos técnicas para medir el espesor de tuberías y piezas revestidas son la medición de eco a eco y THRU-COAT™. Cada técnica ofrece beneficios y limitaciones:
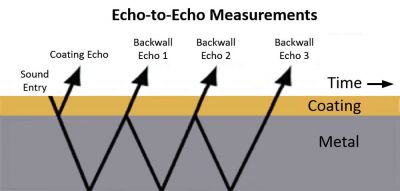
Tecnología de medición Eco a eco:
La técnica de medición eco a eco, disponible en los medidores de espesores 38DL PLUS™ y 45 MG (opcional), permite medir el espesor de pared restante en tuberías u otras estructuras metálicas al mismo tiempo que se sustrae el revestimiento de la medición. Esta técnica mide el intervalo entre dos ecos sucesivos de la pared de fondo para proporcionar una representación precisa del espesor del material metálico sin el revestimiento; ya que, es posible que existan múltiples ecos provenientes de la pared fondo en el metal, pero no es común en los revestimientos.
Entre las ventajas proporcionadas por la técnica eco a eco, destaca lo siguiente:
- Permite usar una variedad de sondas comunes.
- Es ideal para revestimientos que presentan irregularidades superficiales.
- Puede ser usada en inspecciones de alta temperatura de hasta aproximadamente 500 °C (930 °F) con las sondas adecuadas.
Entre las desventajas de la técnica eco a eco, se ve que:
- Requiere múltiples ecos de fondo que posiblemente no pueden encontrarse en metales altamente corroídos.
- El rango de espesor en ciertas ocasiones puede ser más limitado que con la medición THRU-COAT.
Medición THRU-COAT:
La técnica de medición THRU-COAT permite la medición separada de recubrimientos finos no metálicos como la pintura sobre el metal y el espesor del metal. Esta técnica se aplica a través de una opción de software patentada que permite identificar el intervalo de tiempo basado en una propagación de ida y retorno a nivel del revestimiento. Al sustraer este intervalo de tiempo de la medición total, es posible calcular el espesor del sustrato metálico. Es posible que la medición THRU-COAT no funcione correctamente si el espesor del revestimiento/recubrimiento es inferior a 0,125 mm (0,005 pulg.) o si la superficie exterior revestida es rugosa o irregular. Para obtener más detalles sobre la medición THRU-COAT, consulte nuestra guía sobre los modos de medición con los medidores de espesor por ultrasonido.
Entre las ventajas de la tecnología THRU-COAT, en comparación con la técnica eco a eco, se ve que:
- Es aplicable a un amplio rango de espesores de materiales metálicos, normalmente a partir de 1 mm a más de 50 mm (2 pulg.) en el caso de aceros.
- Requiere sólo un eco de fondo.
- Puede medir un espesor reducido de metal de manera más precisa en situaciones de corrosión por picaduras.
Entre las desventajas de la tecnología THRU-COAT, se ve que:
- El revestimiento no debe ser metálico y debe presentar un espesor de al menos 0,125 mm de espesor.
- La superficie del revestimiento debe ser relativamente uniforme/regular.
- Requiere el uso de una o dos sondas especiales.
- Puede usarse solo en superficies con una temperatura máxima de 50 °C (125 °F).
Para obtener más información sobre cómo usar los medidores de espesores ultrasónicos de Olympus a fin de medir el espesor de pared restante a través de revestimientos, vea los videotutoriales de productos en la página Recursos.