Contesto
Tubazioni rivestite di CRA (Corrosion Resistent Alloy - Leghe resistenti alla corrosione) sono usate sempre più per il trasporto di materiali molto caldi e corrosivi vista la loro elevata resistenza alla corrosione. Tuttavia lo strato protettivo costituito da queste leghe impedisce anche un'efficace controllo a ultrasuoni di saldature circonferenziali eterogenee nelle tubazioni. L'industria è in cerca di una soluzione semplice e affidabile per questa problematica.
Problematica
Il controllo a ultrasuoni di saldature circonferenziali eterogenee in tubazioni rivestite di CRA rappresenta un'operazione complessa. Visto che il materiale dello strato di rivestimento (Inconel, acciaio inossidabile, ecc.) differisce da quello del materiale interno (acciaio inossidabile), la qualità dell'interfaccia tra questi materiali rende il salto nella parete interna (diametro interno) della tubazione non prevedibile o addirittura impossibile da realizzarsi. Inoltre la struttura anisotropica del rivestimento e della saldatura induce una conversione della modalità a ultrasuoni e una diversa orientazione dei fasci. Di conseguenza le tecniche a alta precisione come la differenziazione zonale non può essere usata. L'applicazione della modalità impulso-eco mediante il secondo semipasso del fascio ultrasonoro è impossibile da attuare, rendendo estremamente complessa l'ispezione della parte superiore della saldatura e della zona sottosuperficiale.
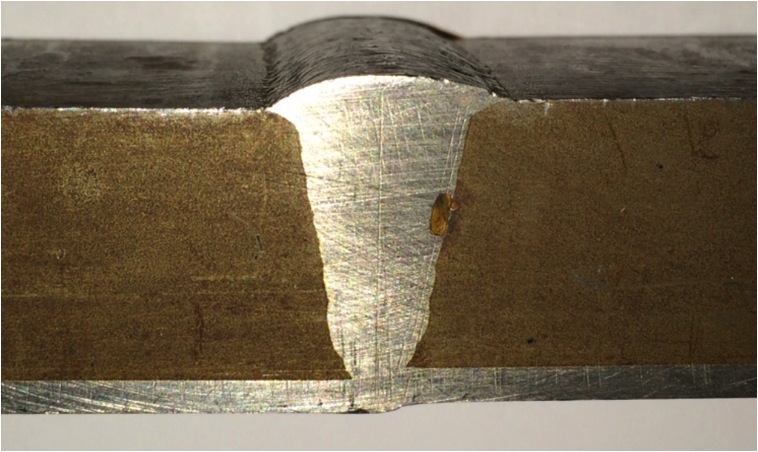
Profilo di una saldatura circonferenziale eterogenea di una tubazione rivestita di CRA
Soluzione
Olympus ha sviluppato una sonda Dual matrix array (DMA) con l'obiettivo di incrementare la capacità di rilevamento e misura dei difetti posizionati nella radice, nell'interno e sulla superficie delle saldature eterogenee di tubazioni rivestite di ampio diametro. (per maggior informazioni sulla sonda dual matrix array, consultare la nota applicativa: Dual matrix array per l'ispezione di saldature acusticamente rumorose).
Le analisi trattate in queste note applicative sono state eseguite su un campione di tubazione da 91 cm, mediante una sonda DMA da 2,25 MHz composta da due serie di 28 elementi (7 × 4) installati su uno zoccolo a Onde Longitudinali da 55 gradi.
 | 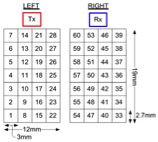 |
A sinistra: immagine della sonda DMA; a destra: schema della distribuzione degli elementi
Uno strumento phased array portatile, l'OmniScan MX2 32:128 PR, è stato programmato per assicurare la completa copertura della saldatura senza saltare la parete interna della tubazione. Sono stati usati due diversi gruppi:
- Gruppo 1 con una scansione settoriale da 30 a 76 OL a 2 mm di profondità per assicurare la copertura della parte interna superiore e la superficie della saldatura
- Gruppo 2 con una scansione settoriale da 30 a 76 OL a 20 mm di profondità per assicurare la copertura della radice e della parte interna della saldatura
L'immagine di seguito mostra la modelizzazione dei fasci generati nell'interfaccia tra due matrici.
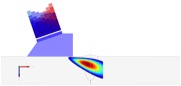 |  |
Rappresentazione della modelizzazione del fascio: (a sinistra) fascio a 75 OL con focalizzazione a 2 mm [parte del gruppo 1]; (a destra) fascio a 45 OL con focalizzazione a 20 mm [parte del gruppo 2];
L'ispezione è stata eseguita manualmente senza l'uso di uno scanner o di un dispositivo per l'encoding.
Apparecchiatura
Per l'ispezione viene impiegata la seguente apparecchiatura:
|
Strumento Phased array:
1 sonda Dual matrix array: 1 zoccolo piano: Software: |
OmniScan MX2 32/128 PR (U8100149)
2.25DM7X4PM-19X12-A17-P-2.5-OM (U8331715) SA17-DN55L0-IHC (U8831948) NDT SetupBuilder Software 1.0R5 TomoView (opzionale) |
Il modello utilizzato per le analisi è stata una tubazione di 91 cm i diametro costituita da acciaio al carbonio con un rivestimento fissato meccanicamente di 3 mm di spessore di Inconel 625. Anche il materiale della saldatura utilizzato è stato l'Inconel 625.
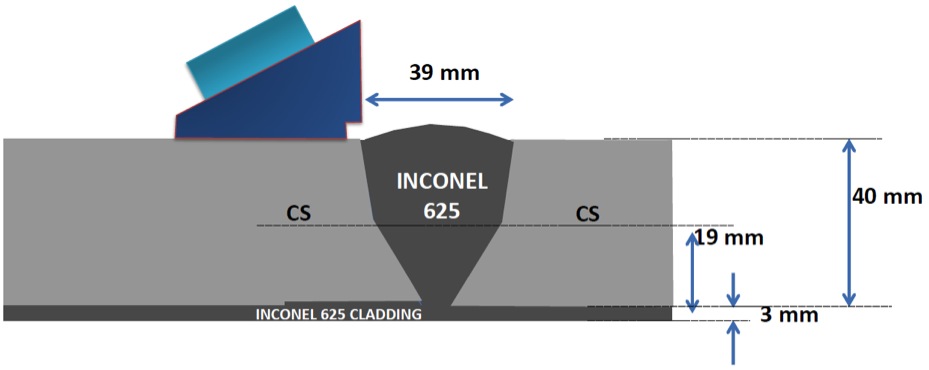
Schema della configurazione della tubazione rivestita
La serie di difetti di riferimenti per il modello è illustrata di seguito. Questa include: SDH (fori laterali) da 2,5 mm posizionati al centro della saldatura a T/4, T/2 e 3T/4 oltre a intagli superficiali di 10 mm di lunghezza e a una profondità di 2 mm posizionati in corrispondenza dell'unghia al di sopra della saldatura e della radice.

Schema dei difetti di riferimento del modello di tubazione rivestito
Risultati
Tutti gli SDH sono stati rilevati con un SNR (rapporto segnale-rumore) superiore a 45 dB. Gli SDH sono posizionati a 3T/4 e T/2 e sono stati rilevati con il gruppo 2 focalizzando a 20 mm e l'SDH posizionato a T/4 è stato rilevato con il gruppo 1 focalizzato a 2 mm.
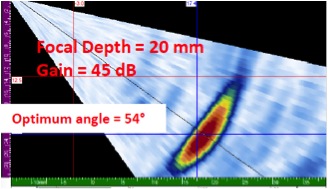 | 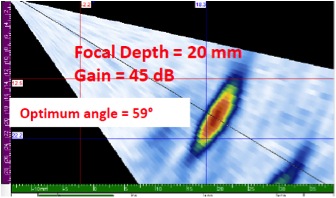 |  |
Rilevamento dell'SDH: 3T/4 a sinistra; T/2 al centro; T/4 a destro
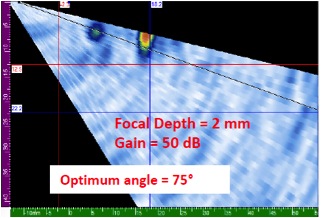
L'intaglio dell'unghia posizionato sullo stesso lato della sonda e l'intaglio posizionato nella parte superiore della saldatura è stato rilevato con un SNR superiore a 40 dB e focalizzando il gruppo 1 a 2 mm (come illustrato di seguito). L'intaglio posizionato alla radice è stato facilmente rilevato con il gruppo 2 focalizzando a 20 mm; tuttavia l'immagine non è stata registrata.
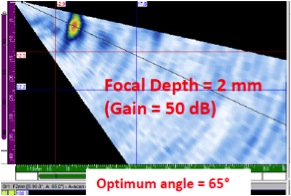 | 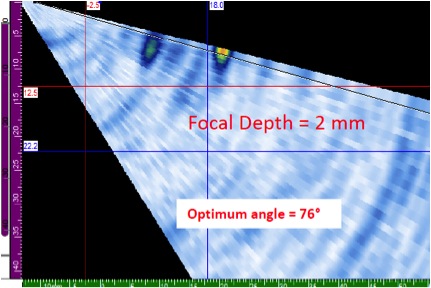 |
Rilevamento dell'intaglio localizzato (a sinistra) nella posizione dell'unghia; (a destra) nella parte superiore nel centro della saldatura
Aspetti da considerare
I risultati presentati in questa nota applicativa concerne l'uso di una sonda DMA da 2,25 MHz su una tubazione rivestita di grande diametro. I risultati che sono discussi in questa nota applicativa non possono essere estesi alle tubazioni di diametri inferiori. Per tubazioni di diametro ridotto riferirsi alla nota applicativa "Ispezione di tubazioni di acciaio austenitico di diametro ridotto mediante una sonda Dual Linear Array (DLA) ."
Inoltre, questa ispezione è stata eseguita manualmente senza uno scanner o un encoder. Sebbene questa tecnica sia flessibile, rimane dipendente dall'intervento di un operatore. Pertanto questi risultati non possono essere estesi a contesti a alta produttività. Olympus è inoltre occupato nel processo dello sviluppo di soluzioni per questo tipo di ambiente con l'uso di strumenti simili.
Conclusioni
Una sonda DMA da 2,25 MHz combinata a un OmniScan MX2 32:128 PR può risultare ottimale per l'ispezione di una tubazione rivestita con ampi diametri. È stata assicurata la copertura completa della saldatura eterogenea. Gli SDH posizionati all'interno e gli intagli posizionati nel diametro interno e nel diametro esterno possono essere rilevati mediante un'ispezione con due gruppi orientando i fasci da 30 a 76 OL, focalizzando a 2 e 25 mm.
Questi risultati sono molto confortanti e Olympus è intenzionato a sviluppare ulteriormente questa strategia per estendere l'uso di questi strumenti alle tubazioni rivestite di diametro ridotto e ai contesti a alta produttività.
