Riepilogo
Le saldature di metalli dissimili e altri materiali acusticamente rumorosi possono essere ispezionati mediante gli ultrasuoni convenzionali, attraverso le sonde Transmit-receive longitudinal (TRL) Un metodo di ispezione migliorato impiega la sonde Dual matrix array (DMA) Olympus e gli ultrasuoni phased array per orientare elettronicamente, orientare e focalizzare i fasci acustici attraverso i materiali.
Problematiche da risolvere
Le saldature di materiali dissimili e austenitici sono di difficile ispezione mediante gli ultrasuoni. Le ispezioni diventano particolarmente complesse se devono essere realizzate da un solo lato del materiale in quanto le caratteristiche anisotropiche del materiale della saldatura causano la diffusione dei fasci ultrasonori.
Le sonde TRL a doppio elemento usate in genere per ispezionare questi materiali contengono un elemento trasmittente e un elemento ricevente separati da un isolante acustico. La configurazione con l'angolo di scarto e l'angolo del tetto permette a queste sonde di focalizzare in un punto nella componente da ispezionare in modo da creare una pseudo-focalizzazione. Le sonde TRL sono adatte perché eliminano l'eco di interfaccia, non generano zone morte a causa degli echi dello zoccolo, riducono i segnali di retrodiffusione e permettono l'uso del maggiore guadagno.
Tuttavia lo svantaggio delle sonde TRL, a causa dell'angolo di rifrazione fisso e del punto pseudo-focale, consiste nel numero eccessivo di sonde che questo genere di ispezione richiederebbe per applicare diverse tipologie di configurazioni.
Soluzioni
Le sonde DMA Olympus, combinate con uno strumento OmniScan® o FOCUS PX™, impiegano degli ultrasuoni phased array, invece che gli ultrasuoni convenzionali, per permettere l'esecuzione di diverse tipologie di configurazioni, in modo da assicurare una migliore valutazione di saldature e materiali austenitici a elevata granulosità e leghe con Inconel®. Le sonde DMA combinano i vantaggi degli S-scan a onde longitudinali focalizzate e i metodi di ispezione longitudinali trasmissione-ricezione.
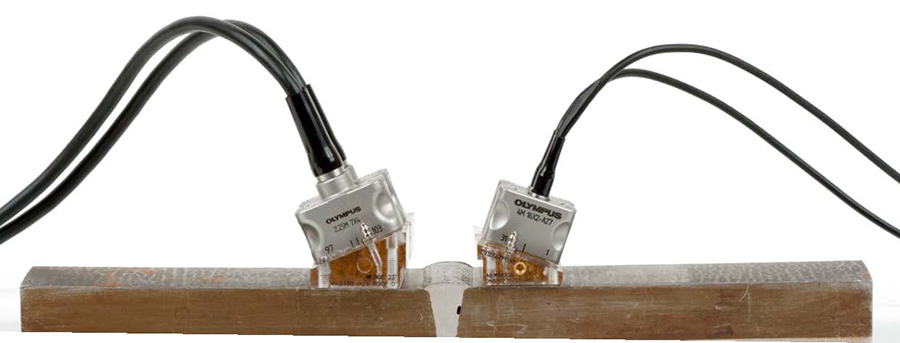
Il metodo di ispezione DMA presentato di seguito impiega due tipi di sonde standard: la sonda da 2,25 MHz e la sonda da 4 MHz. Questo permette di assicurare delle funzionalità di ispezione pronte all'uso per molti materiali austenitici e angoli di smusso, inclusi i metalli dissimili e le saldature di leghe resistenti alla corrosione (CRA - corrosion-resistant alloy).
Descrizione dell'apparecchiatura
La sonda DMA A17 da 2,25 MHz Olympus contiene una configurazione di elementi ampia 4×7 per ogni array e viene ottimizzata per le componenti molto spesse e di materiali austenitici attenuanti. Ogni array ha un'apertura di 12×19 mm. Visto che la sonda DMA A17 contiene quattro elementi sull'asse secondario, il fascio può essere orientato elettronicamente mediante uno zoccolo piano, senza avere bisogno di un angolo del tetto meccanico nello zoccolo. |  | 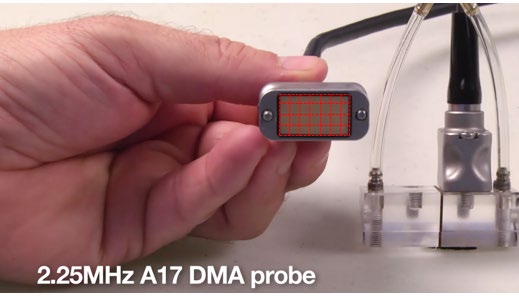 |
La sonda DMA A27 da 4 MHz Olympus contiene una configurazione di elementi ampia 2×16 per ogni array e viene ottimizzata per le componenti poco spesse e di materiali austenitici meno attenuanti. Ogni array ha un'apertura di 6×16 mm. Visto che la sonda DMA A27 contiene solo due elementi nell'asse secondario, gli zoccoli richiedono un angolo del tetto meccanico per ogni diametro della tubazione o focalizzazione. | 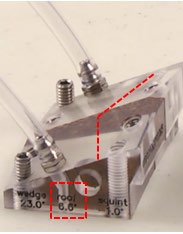 | 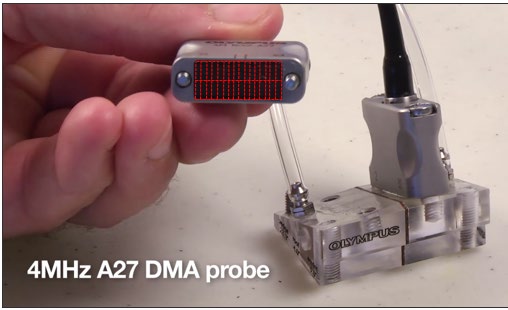 |
 | Visto che gli elementi TX e RCV sono acusticamente isolati nello zoccolo, non è necessario un materiale di smorzamento nello zoccolo e un'ampia distanza. Pertanto lo zoccolo DMA è uno zoccolo di dimensioni più piccole in grado di aumentare la profondità focale e la distanza di azione nel materiale, in modo da assicurare un rapporto segnale-rumore più elevato nell'ambito di un maggiore percorso sonoro. Questo rappresenta un miglioramento rispetto agli zoccoli di dimensioni rilevanti, i quali possono perdere una quantità di energia significativa a causa dell'attenuazione dello zoccolo, per esempio quando si usano delle sonde con array unidimensionale lineare nell'ambito di ispezioni a fascio angolare longitudinali impulso-eco. |
Risultati di analisi
Le ispezioni volumetriche sono state realizzate mediante una sonda DMA A17 con uno zoccolo DN55L in grado di produrre una doppia onda longitudinale a 55 gradi nominali. Il design degli elementi di ampie dimensioni a 2,25 MHz della sonda A17 è risultato più adatto per l'ispezioni di componenti a maggiore spessore e materiali più attenuanti rispetto ai campioni ispezionati di acciaio inossidabile 316 e Inconel descritti precedentemente. Per coprire il volume e le aree del tetto delle saldature dei campioni da ispezionare è stato impiegato un S-scan focalizzato approssimativamente a 30–75 gradi. | 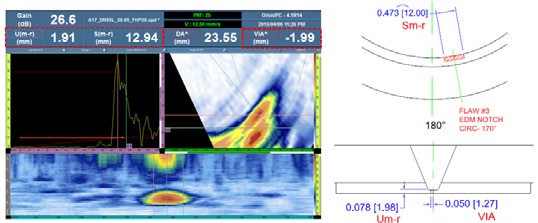 |
Per l'ispezione del campione Inconel è stata usata la sonda A17 per visualizzare un intaglio EDM da 2 mm in una saldatura CRA con lega Inconel spessa 25 mm attraverso lo strato del rivestimento. I cursori del rilevatore di difetti a ultrasuoni OmniScan è stato usato per eseguire la misura della lunghezza dell'intaglio sulla schermata C-scan e la misura della profondità e dell'altezza nelle schermate A-scan e S-scan. I differenziali (delta) dei cursori e i valori trigonometrici sono stati visualizzati nell'intestazione della schermata dell'OmniScan e sono stati riportati in una tabella delle indicazioni generati direttamente in base ai parametri dell'intestazione.
Per l'ispezione del campione in acciaio inossidabile 316 è stata usata la sonda A17 per rilevare un SDH (side-drilled hole) di 3 mm di lunghezza a 25 mm di profondità attraverso una saldatura presente in un blocco di taratura SS316 spesso 50 mm. L'attenuazione attraverso la saldatura aumenta di 12 dB in confronto al rilevamento attraverso il materiale di base in prossimità della saldatura. |  |
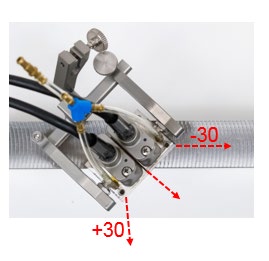
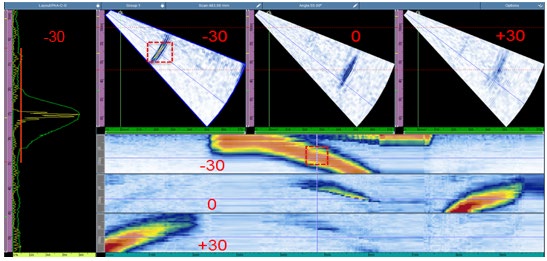
L'eccezionale vantaggio della sonda A17 è consistito nella capacità di eseguire l'orientazione del fascio fuori asse potendo quindi applicare angolazioni diverse da quella frontale della sonda. Questo è stato possibile solamente con la sonda A17 in quanto ha un numero sufficiente di elementi (quattro) nel proprio asse secondario La sonda DMA A27 non è in grado di permettere un'orientazione del fascio fuori asse in quanto possiede solo due elementi nel proprio asse secondario.
Lo scopo principale dell'S-scan fuori asse di rilevare e misurare l'IGSCC (intergranular stress corrosion cracking) assiale e trasversale nelle saldature di tubazioni austenitiche. Il limite di orientazione del fascio fuori asse è determinato dal numero di elementi nell'asse secondario della sonda, così come dalla dimensione degli elementi e dalla frequenza. Sebbene la sonda A17 è in grado di supportare un'orientazione del fascio fuori asse di almeno 45 gradi mediante uno zoccolo piano, questo limite di orientazione diminuisce quando sono usati gli zoccoli AOD e viene ridotto il diametro esterno assiale della tubazione (AOD).
 |  |
La sonda DMA A27 è stata usata per eseguire le ispezioni di volumi e superfici in campioni di saldature Inconel supplementari (le ispezioni di superfici consistono nel rilevamento, misura e caratterizzazione di difetti di saldature superficiali o di difetti relativi alla superficie esterna della saldatura.). Il design degli elementi di piccole dimensioni a 4 MHz della sonda A27 è risultato più adatto per l'ispezioni di questi campioni a minore spessore e materiali meno attenuanti. Può essere usato uno zoccolo DN55L o DNCR. Tuttavia per questa applicazione è stato selezionato lo zoccolo DNCR rispetto a quello DN55L in quanto era più versatile per i gruppi di ispezione di volumi e di superfici. Il design dello zoccolo DNCR è stato ottimizzato per le ispezioni superficiali dove gli angoli di smusso delle saldature sono inferiori ad approssimativamente 25 mm di spessore. L'ispezione delle superfici integra l'ispezione dei volumi, permettendo una copertura di ispezione completa relativamente agli angoli di smusso delle saldature.
Per l'ispezione dei volumi mediante la sonda A27 e lo zoccolo DNCR, è stata controllata una saldatura CRA mediante un S-scan a 30-80 gradi focalizzato attraverso un percorso sonoro da 30 mm. La velocità longitudinale di propagazione dell'onda sonora nota nella saldatura con lega Inconel 625 è di 5830 m/s, mentre la velocità di propagazione dell'onda sonora nota nel materiale di base di acciaio al carbonio è di 5890 m/s. Questa differenza di velocità ha causato una variazione contenuta dell'angolo del fascio in corrispondenza dell'interfaccia della saldatura. La precisione di tracciatura della profondità e dell'altezza dipende dalla determinazione dell'accuratezza dei valori della velocità di propagazione dell'onda sonora nel materiale di base e nella saldatura.
La sonda A27 ha dimostrato un rapporto segnale-rumore nel difetto più lontano rilevato. Il difetto è stato correttamente tracciato per ottenere una corrispondenza tra la sua profondità nota e la sua posizione sulla linea della saldatura. La profondità del difetto (DA) è stata misurata mediante l'A-scan di ampiezza maggiore. Sono state generate correttamente le letture trigonometriche del gate per il percorso sonoro (SA), la profondità (DA), la distanza della sonda (PA) e la posizione volumetrica, in riferimento allo zero sull'asse dell'indice (VIA). | 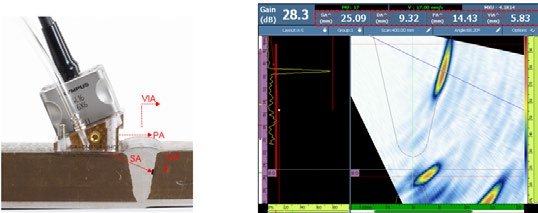 |
Per l'ispezione di superfici, la sonda A27 è stata limitata a un'ispezione con un angolo elevato e sul primo semipasso. L'A27 è stato configurato mediante un S-scan a angolo elevato di approssimativamente 70–85 gradi con una focalizzazione breve o superficiale. Angolazioni approssimativamente superiori a 70–75 gradi tutti i fasci A-scan si sono propagati in modo parallelo alla superficie a una velocità longitudinale. Allo stesso modo questo ha permesso il rilevamento di un difetto della saldatura, di un intaglio o di un SDH superficiali. I risultati di ispezione delle superfici non cambiano con la forma della corona della saldatura (allineata o no).
 | Nel campione di saldatura con Inconel 625, la sonda A27 con lo zoccolo DNCR ha rilevato a una profondità di 1 mm un intaglio superficiale EDM lungo 10 mm a una distanza di oltre 20 mm dalla superficie dello zoccolo. |
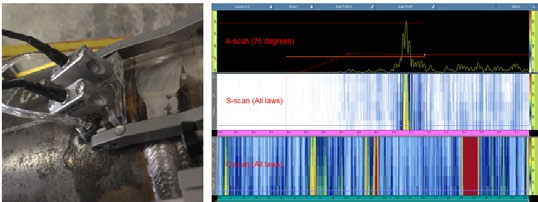 | Nel campione di saldatura con Inconel 800 di 152 mm di diametro, la sonda A27 con lo zoccolo DNCR ha rilevato tre difetti superficiali e un difetto relativo al DE (diametro esterno). |
Conclusione
Le sonde standard Dual matrix array Olympus pronte all'uso da 2,25 MHz (A17) e da 4 MHz (A27) possono potenziare le capacità di ispezione di uno strumento OmniScan o Focus PX in saldature e leghe austenitiche o con Inconel.
La configurazione con ampi elementi 4×7 della sonda A17 è ottimale per componenti a maggiore spessore e di materiale austenitico più attenuante. La configurazione con piccoli elementi 2×16 della sonda A27 è ottimale per componenti a minore spessore e di materiale austenitico meno attenuante.
Le sonde DMA compatibili con l'OmniScan rappresentano uno strumento di ispezione phased array supplementare per gli operatori che possiedono sia una minore che maggiore esperienza.
Nel campione di saldatura con Inconel 625, la sonda A27 con lo zoccolo DNCR ha rilevato a una profondità di 1 mm un intaglio superficiale EDM lungo 10 mm a una distanza di oltre 20 mm dalla superficie dello zoccolo.