Contexte
En raison de leurs propriétés anticorrosives remarquables, les tuyaux revêtus d’alliages résistants à la corrosion (CRA, Corrosion Resistant Alloy) sont de plus en plus utilisés pour le transport de substances chaudes et corrosives. Cependant, ce revêtement protecteur nuit à l’efficacité de l’inspection par ultrasons effectuée sur les soudures circonférentielles hétérogènes qui servent à assembler les tuyaux. C’est pourquoi l’industrie a cherché une solution simple et fiable à ce défi particulier.
Description de la situation
L’inspection par ultrasons des soudures circonférentielles hétérogènes sur les tuyaux revêtus d’alliages résistants à la corrosion pose un défi particulier. Comme le matériau du revêtement protecteur (Inconel, acier inoxydable, etc.) est différent du matériau de base (acier non allié), la qualité de l’interface entre les deux rend la réflexion du son sur la paroi interne du tuyau imprévisible, voire impossible. De plus, la structure anisotropique du revêtement et de la soudure génère une conversion du mode par ultrasons et une diversité d’orientations du faisceau. Par conséquent, les techniques de haute précision, comme la méthode par discrimination de zone, ne peuvent pas être utilisées. Le contrôle par réflexion au moyen du deuxième demi-bond du faisceau est impossible, ce qui complexifie beaucoup l’inspection du bourrelet de soudure et de sa surface interne.
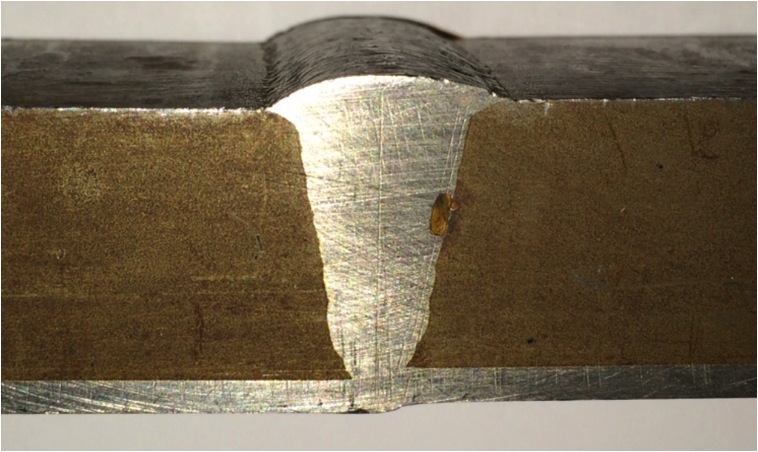
Vue en coupe d’une soudure circonférentielle hétérogène sur un tuyau revêtu d’alliages résistants à la corrosion
Solution
Pour résoudre ce problème, Olympus a conçu la sonde à réseau matriciel double (Dual Matrix Array – DMA) dans le but d’augmenter la capacité de détection et de mesure des défauts situés à la racine, dans le volume et à la surface des soudures hétérogènes que l’on retrouve sur les tuyaux revêtus présentant un diamètre important. Pour en savoir plus sur les sondes à réseau matriciel double, veuillez consulter la note d’application suivante : Sondes Dual Matrix Array pour l’inspection de soudures ayant un niveau de bruit acoustique élevé.
Les tests décrits dans cette note d’application ont été réalisés sur un tuyau de 36 po, à l’aide d’une sonde DMA de 2,25 MHz composée de deux réseaux matriciels de 28 éléments (7 × 4) montés sur un sabot pour ondes longitudinales à 55 degrés.
 | 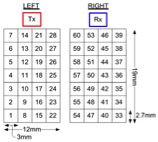 |
À gauche : image de la sonde DMA; à droite : schéma de distribution des éléments
On a utilisé l’appareil de recherche de défauts multiélément portable OmniScan MX2 32:128PR, lequel a été configuré pour assurer la couverture complète de la soudure sans qu’il y ait réflexion sur la paroi interne du tuyau. Deux groupes différents ont été utilisés :
- Groupe 1 : configuré pour un balayage sectoriel avec ondes longitudinales à 30° à 76° focalisées à une profondeur de 2 mm pour couvrir le volume supérieur et la surface de la soudure.
- Groupe 2 : configuré pour un balayage sectoriel avec ondes longitudinales à 30° à 76° focalisées à une profondeur de 20 mm pour couvrir la racine et le volume de la soudure.
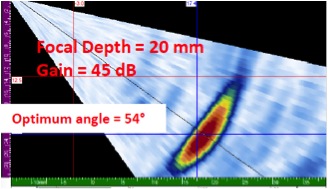
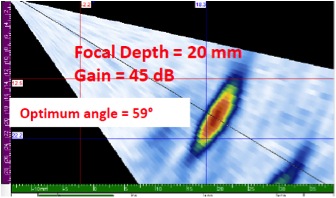
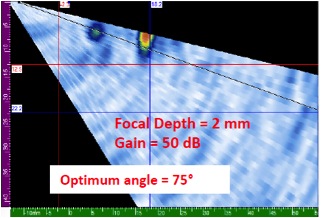
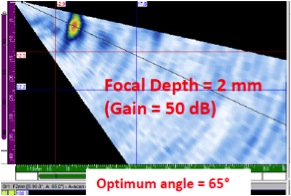
Les images ci-dessous montrent la modélisation des faisceaux générés au point d’interface des deux matrices.
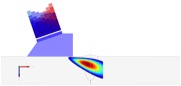 |  |
Représentation de la modélisation du faisceau – groupe 1 (à gauche) : focalisation du faisceau à 2 mm (ondes longitudinales à 75°); groupe 2 (à droite) : focalisation du faisceau à 20 mm (ondes longitudinales à 45°)
L’inspection a été effectuée manuellement, sans scanner ni codeur.
Équipement
L’équipement suivant a été utilisé pour l’inspection :
|
Appareil de recherche de défauts par ultrasons :
Sonde à réseau matriciel double (1) : Sabot plat (1) : Logiciel : |
OmniScan MX2 32/128PR (U8100149)
2.25DM7X4PM-19X12-A17-P-2.5-OM (U8331715) SA17-DN55L0-IHC (U8831948) NDT SetupBuilder 1.0R5 TomoView (facultatif) |
On a utilisé pour les tests un tuyau de 36 po de diamètre fait d’acier non allié et revêtu d’une gaine d’Inconel 625 de 3 mm d’épaisseur fixée mécaniquement. Le métal d’apport de la soudure était également de l’Inconel 625.
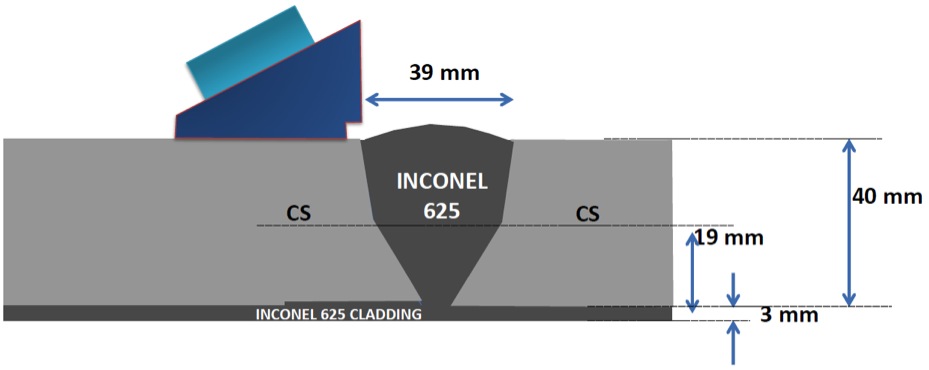
Configuration du tuyau revêtu
Les défauts de référence dans le tuyau sont illustrés ci-dessous : génératrices de 2,5 mm situées au centre de la soudure (T/4, T/2 et 3T/4) et encoches de surface d’une longueur de 10 mm et d’une profondeur de 2 mm situées au raccordement, au sommet et à la racine de la soudure.

Emplacement des défauts de référence dans le tuyau
Résultats
Toutes les génératrices ont été détectées avec un rapport signal sur bruit supérieur à 45 dB. Les génératrices situées à 3T/4 et T/2 ont été détectées avec le groupe 2 (focalisé à 20 mm), et la génératrice située à T/4 a été détectée avec le groupe 1 (focalisé à 2 mm).
 |  |  |
Détection de la génératrice : 3T/4 (à gauche); T/2 (au centre); T/4 (à droite)
L’encoche près du raccordement située du même côté de la sonde et celle située au sommet de la soudure ont été détectées avec un rapport signal sur bruit supérieur à 40 dB et par la focalisation du groupe 1 à 2 mm (comme le montre l’image ci-dessous). L’encoche située à la racine a été facilement détectée par la focalisation du groupe 2 à 20 mm; cependant, l’image n’a pas été enregistrée.
 | 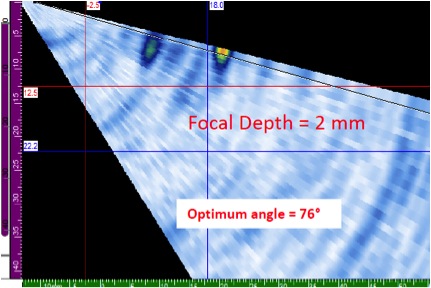 |
Détection de l’encoche située près du raccordement (à gauche); détection de l’encoche située au sommet et au centre de la soudure (à droite)
Faits importants
Cette note d’application expose les résultats obtenus au moyen d’une sonde DMA de 2,25 MHz utilisée pour inspecter les soudures sur un tuyau revêtu présentant un diamètre important. Les résultats exposés ici ne peuvent pas être appliqués aux tuyaux de faible diamètre. Pour ces derniers, veuillez consulter la note d’application suivante : Inspection de tubes en acier austénitique de faible diamètre à l’aide de la sonde Dual Linear Array (DLA) .
De plus, l’inspection a été effectuée manuellement, sans scanner ni codeur. Bien que cette technique soit flexible, elle dépend tout de même des compétences de l’inspecteur. Ces résultats ne peuvent donc pas être appliqués tels quels à un environnement requérant un niveau de production élevé. Pour ce type d’environnements, Olympus travaille actuellement sur la conception de solutions exploitant les mêmes outils.
Conclusions
Pour inspecter les tuyaux revêtus présentant un diamètre important, il peut être avantageux de se servir d’une sonde DMA de 2,25 MHz en combinaison avec l’OmniScan MX2 32:128 PR. La couverture complète de la soudure hétérogène serait ainsi assurée. Les génératrices situées dans le volume et les encoches situées sur les diamètres interne et externe ont été détectées au moyen de deux groupes configurés de manière à assurer la déflexion des ondes longitudinales de 30° à 76° et leur focalisation à 2 mm et à 20 mm.
Comme ces résultats sont très prometteurs, Olympus entend poursuivre le développement de cette méthode afin d’étendre l’utilisation de ces outils aux tuyaux revêtus présentant un plus petit diamètre et aux environnements requérant un niveau de production élevé.
