
Small-diameter metal and plastic tubing
Recommended UT Thickness Gage, Equipment, and Inspection Setup
For tubing with a diameter of less than 0.125 in. (3 mm), we usually recommend using a 20 MHz focused immersion transducer. To efficiently transmit sound energy into a small-diameter part, it’s necessary to focus the sound into a narrow beam. Focused immersion transducers use a contoured acoustic lens along with a column of water to focus the sound beam for increased sensitivity. The RBS-1 bubbler is a desktop immersion-tank and probe fixture that creates a steady column of water and helps keep the test piece centered in the sound beam. To create a consistent, low-flow water column, the immersion tank must be used with one of the bubbler nozzles, which should be matched to the application. A B103 V-notch bubbler simplifies tubing concentricity checks, since it enables you to rotate the tubing to quickly measure the thickness around the entire circumference and slide the tubing over the probe to measure the thickness along the length of the part. | 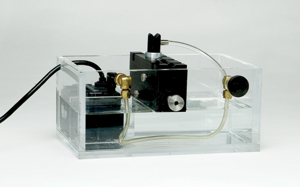 B103 V-notch bubbler with the RBS-1-15 recirculating bubbler system |
We recommend using an Olympus 38DL PLUS® or 45MG ultrasonic thickness gage (using the 45MG-SE single element and 45MG-WF waveform software options) along with a 20 MHz M316-SU immersion transducer with a 0.75 in. (19 mm) focus
Small-diameter tubing inspections can be easy when using the proper equipment and correctly calibrated instruments, but measurement errors may still occur. Here are 3 simple tips to help you avoid common issues.
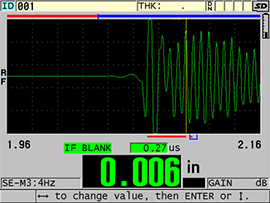
Use the IF Blank function to avoid the interface echo trailing edge
When measuring steel tubing with an immersion setup, it’s important to account for the water-to-steel interface echo. The acoustic impedance of water and steel are sufficiently different that they create an impedance mismatch, which results in a large interface echo. Thin-walled tubing creates back wall echoes that are very close together. In most cases, the trailing edge of the interface echo interferes with the first returning back wall echo. To avoid this interference, use the IF Blank function, which conceals the trailing edge of the interface echo, and
choose a pair of clean successive echoes that are further out in time and interference free.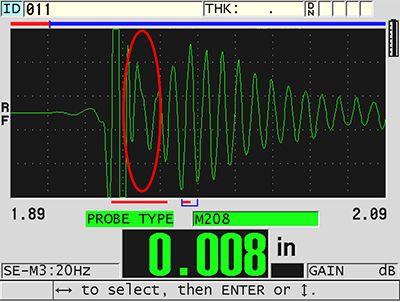
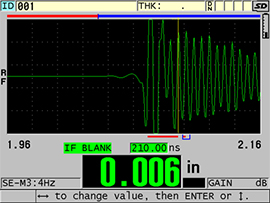
The trailing edge of the large interface echo interfering with the first back wall echoThe IF Blank setting can be adjusted to select the strongest pair of signals. Although the selected pair of signals changes as the IF Blank is adjusted, the time of flight between successive back wall echoes remains the same.
Varying IF Blank settings results in the same thickness measurement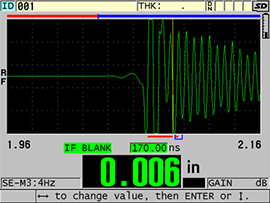
Watch for varying back wall signal amplitude when using a focused immersion transducer
Because the water path length in the B103 bubbler plus the metal wall thickness of the part is significantly shorter than the transducer’s focal length, the largest echo amplitude occurs around the third or fourth multiple of the back wall echo, where the focus occurs. This effect is common when measuring thin metal, and it should not affect accuracy if the measured echoes are clean and undistorted, as seen here. To take an accurate measurement, use the IF Blank function to select two successive, distinct back wall echoes.
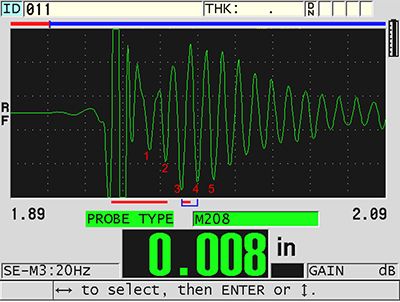
3rd and 4th multiples are the highest amplitude due to the focal lengthDon’t set the M3 Blank out too far
To avoid a false measurement, decrease the M3 Blank value until the gage records a measurement using successive back wall echoes, correctly representing the part thickness.
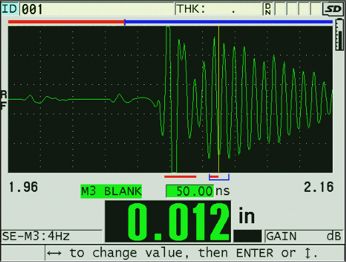
Detection between the 3rd and 5th back wall echoesWith the proper techniques, measuring
wall thickness of thin-walled tubing is fast and simple with the 38DL PLUS and 45 MG ultrasonic thickness gages. For information on other thickness gaging applications, check out the links below.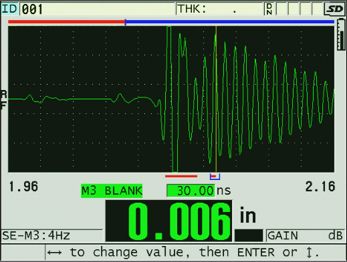
Detection between the 3rd and 4th back wall echoes
Related Content
The (Sono)pen Is Mightier: 3 Tips to Improve Your Measurements
On the Cutting Wedge: Using Contoured Wedges to Inspect Welds in Small-Diameter Pipes
2 Challenges of High-Temperature Thickness Gaging and How to Solve Them
Get In Touch
