
Background
Steel pipe is commonly manufactured using two basic methods. One is a continuous pour of molten metal which is pieced by a mandrel to create seamless pipe. The other is to roll plate steel into a cylindrical shape and weld it along the seam. The most common welding process used in the manufacturing of welded pipe is Electric Resistance Welding (ERW).
ERW pipe has inherent properties that make it susceptible to cracking. The cracking that occurs is predominately in the weld seam. Numerous catastrophic pipeline ruptures and explosions have occurred due to failure in the ERW seam. The Pipeline and Hazardous Materials Safety Administration (PHMSA) has issued mandates requiring inspection of in-service pipelines. This type of inspection is normally conducted using devices that are referred to as “Smart Pigs”, a cylindrical assembly containing test and data recording equipment that travels through the pipeline and continuously tests the pipe wall as it moves along.
Pigs that conduct inspection (Smart Pigs) use various NDT test modes including ultrasonics to assess the condition of the pipeline. Many smart pigs provide inspection results that must be followed up with conventional NDT inspection to evaluate and validate the findings, because while smart pigs can detect cracks in ERW seams, most cannot quantify the depth of the cracks. ERW seams can have indications that are collectively miles in length. Pipelines having evidence of cracking in the ERW seams are excavated and thoroughly inspected with various NDT means. This task could potentially involve miles of ERW indication validation.
Equipment
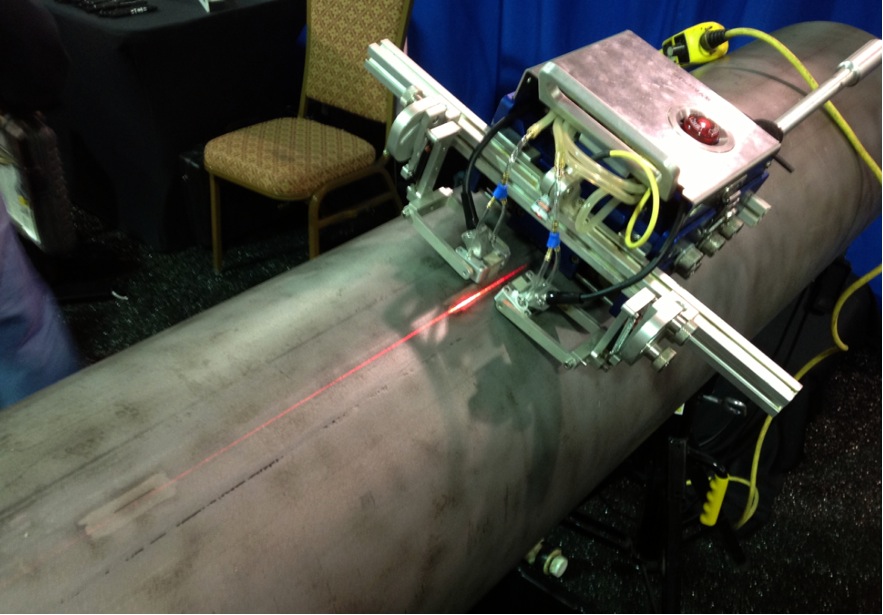
Phased Array UT using instruments like the Olympus Omniscan MX2 with appropriate probes can be used to scan ERW welds from the cylindrical OD orientation and can detect and quantify depth and length of cracking in the ERW seam. The WeldROVER fixture can be used to propel the PA UT angle beam probes down the length of the pipe.
Example
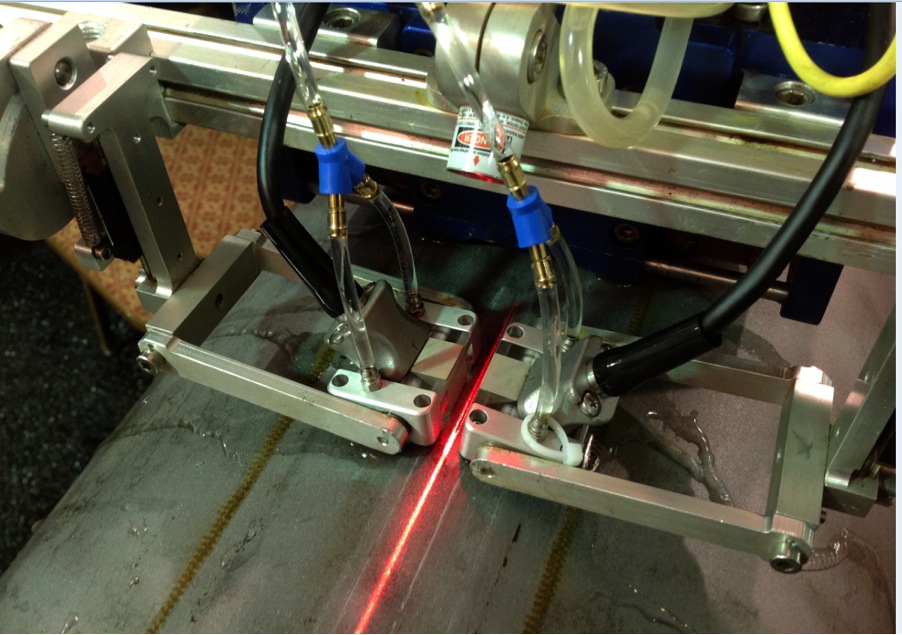
The two photgraphs picture below show the WeldROVER position on the ERW seam.
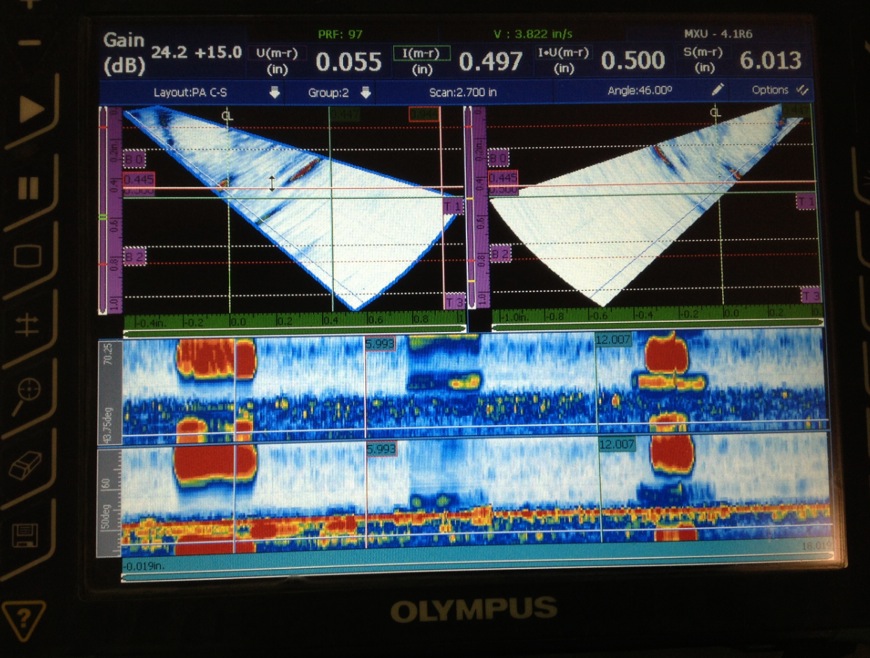
This screen capture show the OmniScan MX2 scan display with indications from EDM reference notches positioned in the ERW seam on both the OD and ID.
Conclusion
The results of the combined Olympus equipment applied to ERW seam evaluation has proven to be a huge asset to the pipeline owner/operators in their effort to determine if the pipeline is suitable for continued service. The Pipeline Research Council Inc (PRCI) has recognized this technology and a leader in assessing ERW seams on in-situ pipelines.
The WeldROVER and PA UT can be provided to companies interested in performing smart pig inspection validation. It is also applicable to various types of long seam welds such as double submerged arc welds in larger diameter pipe with heavier wall thickness.

