
Control de soldaduras y grietas por corrosión bajo tensión por corrientes de Foucault
Durante décadas, los ensayos por líquidos penetrantes han sido el método más común para inspeccionar superficies de recipientes a presión de acero inoxidable. Actualmente, la tecnología de corrientes de Foucault multielementos (ECA) permite realizar estas inspecciones de manera más rápida y fiable. Sin embargo, la inspección de las superficies de estos recipientes plantea varios aspectos desafiantes, como la forma geométrica de la corona de la soldadura, la presencia de pintura y su espesor, la presencia de crestas y coronas. El sistema de inspección MagnaFORM™ ECA de Olympus enfrenta estos desafíos.
Tecnología de compensación por levantamientoPara aumentar la velocidad y fiabilidad de sus inspecciones, Olympus ha desarrollado una sonda ECA ortogonal, basada en la tecnología flexible de placa de circuito impreso (PCB), para que se adapte a la forma de la soldadura con el fin de asegurar la detección de defectos. Con la adición de la función de compensación por levantamiento y el detector de defectos OmniScan® MX ECA, esta solución facilita la detección de grietas superficiales y ofrece un reemplazo viable para los ensayos por líquidos penetrantes. |  Sonda MagnaFORM |
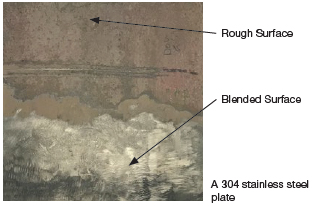
Duradera sobre superficies rugosasLa inspección de superficies rugosas puede reducir rápidamente la vida útil de ciertas sondas; sin embargo, la sonda MagnaFORM cuenta con una protección para prolongar su vida útil. En el caso de los ensayos, la sonda puede ser utilizada por aproximadamente 22 km de superficies rugosas antes de requerir su reemplazo. |
 Sonda MagnaFORM |
Solución lista para su utilizaciónLa solución MagnaFORM se compone de: una sonda con un sistema de compensación por levantamiento, una cable de 5 metros, un «carrito» o estructura de desplazamiento para los escáneres de Olympus y el software de compensación por levantamiento para la detección de los defectos con su equipo OmniScan. |  Paquete de la sonda MagnaFORM con el detector de defectos OmniScan MX ECA |
Detección de pequeños defectos
Detecte pequeños defectos de hasta 1,6 mm junto con un levantamiento de hasta 3 m.
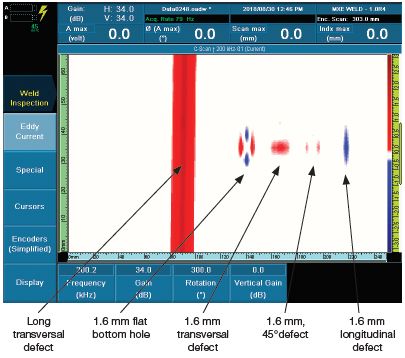
Representación C-scan de una placa de acero inoxidable de 304
No más remoción de pintura
La capacidad del sistema para detectar defectos es estable si el levantamiento de sonda varía de 0 mm a 3 mm. Esto permite que el sistema proporcione resultados fiables si la pintura del recipiente de presión presenta un espesor irregular o si la sonda no puede mantener un buen contacto con la pieza bajo ensayo.
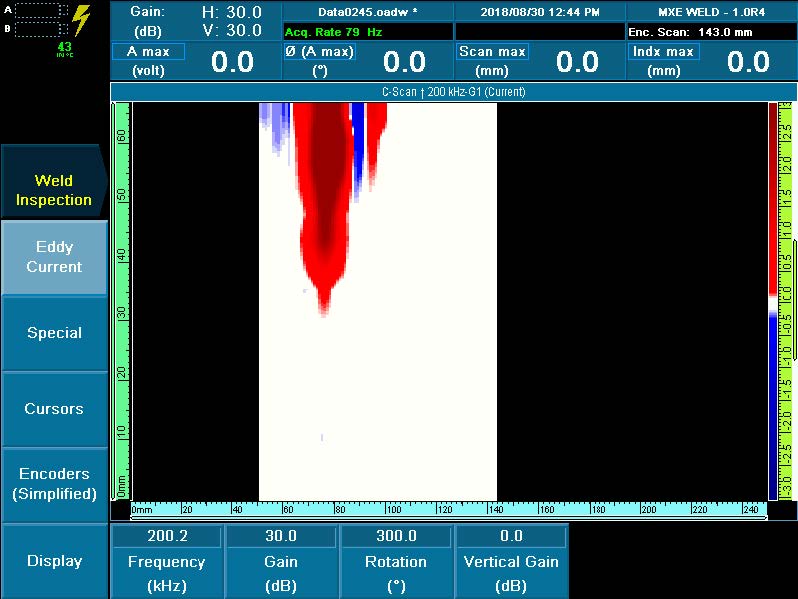 Representación del C-scan en placa de acero inoxidable de 304 con 0 mm de levantamiento | 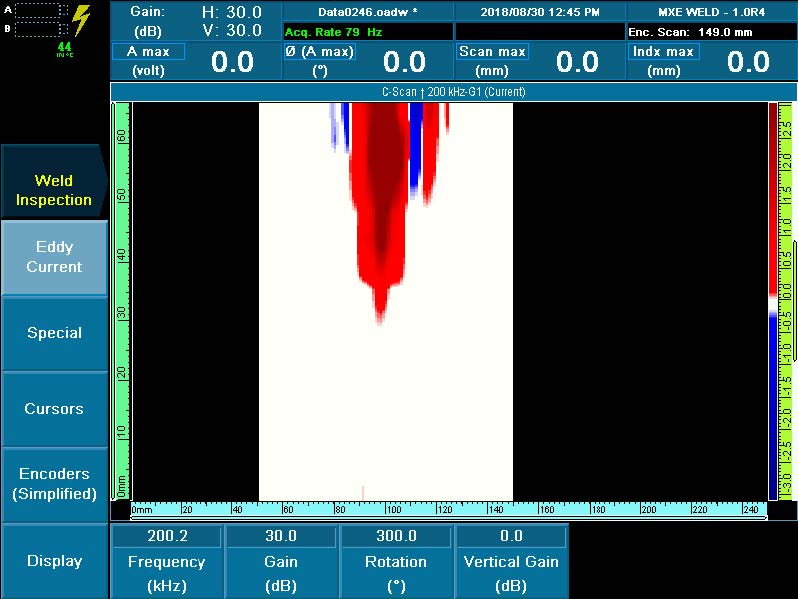 Representación del C-scan en placa de acero inoxidable de 304 con 3 mm de levantamiento |
Óptima relación entre la señal y el ruido (SNR)
La óptima relación entre señal-ruido del sistema maximiza la probabilidad de detección.
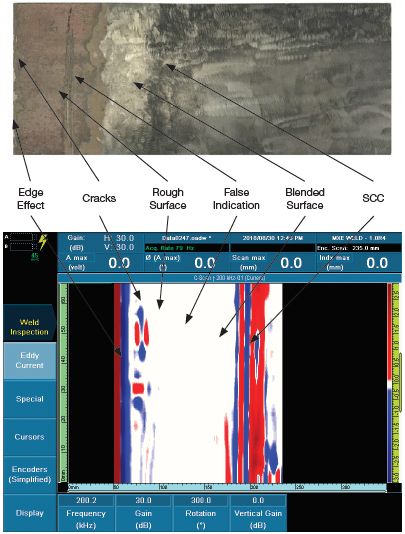
Representación C-scan en placa de acero inoxidable con grietas por corrosión bajo tensión
Una sola configuración para inspeccionar aceros inoxidables de 304 y 316Todo lo que se necesita para la inspección de aceros inoxidables de 304 y 316 es una sola configuración. Esta configuración puede ser usada en superficies lisas o rugosas, coronas de soldaduras, o superficies trabajadas en frío sin ninguna compensación cero o ajustes. |
 |
