Système pour l’inspection par rotation des billettes (RBIS)

Vue d’ensemble
Le système pour l’inspection par rotation des billettes constitue une solution clé en main qui tire profit des technologies par ultrasons multiéléments (PA) et par courants de Foucault intégrées à un système entièrement automatisé permettant de satisfaire aux exigences les plus strictes de l’inspection du volume ou de la surface. Entre autres avantages importants, on note les suivants :
Le système est conçu pour être facile à utiliser et fournir des résultats reproductibles. Il comprend ce qui suit :
|  |
Inspection complète des billettes
Inspection intégrale à l’aide des ultrasons multiéléments
Pendant que le système fait tourner la billette, la tête d’inspection installée sur un portique de support se déplace sur toute la longueur. Des cylindres pneumatiques montent ou descendent les sabots au début et à la fin de la séquence d’inspection.
Les sondes sont assemblées sur des sabots à colonne d’eau qui offrent plusieurs degrés de liberté de mouvement et une suspension pneumatique pour assurer un couplage optimal.
Des sabots particuliers sont utilisés pour les ondes transversales et longitudinales servant à inspecter à la fois le volume et les défauts sous la surface.
Inspection de surface à l’aide de courants de Foucault multiéléments
Les défauts en surface sont inspectés à l’aide de courants de Foucault multiéléments. On effectue une inspection de contact à l’aide d’un support de sonde spécial qui permet de garder une distance de contact optimisée indépendamment du diamètre des billettes. La surface de céramique de la sonde la protège des dommages.
Résultats de haute qualité
Le système satisfait aux exigences de productivité propres à l’industrie de la fabrication des métaux, tout en respectant les normes de qualité internationales les plus strictes.
Sabot à colonne d’eauLes nombreux degrés de liberté de mouvement et la suspension pneumatique du sabot à colonne d’eau permettent à la tête d’inspection de suivre le mouvement du tuyau. La membrane en Aqualene à la surface du sabot permet de conserver un mince film d’eau assurant un excellent couplage. La colonne d’eau à l’intérieur du sabot demeure très stable pour garantir un niveau de répétabilité élevé sur les petits défauts de référence. Des semelles sont offertes pour s’adapter au diamètre des billettes. |  |
Tête d’inspection de pointeLes composants électroniques sont intégrés à la tête d’inspection pour permettre de raccourcir le câble et de réduire le bruit électromagnétique. La conception modulaire facilite la mise à niveau ou l’entretien du système. Il est possible d’installer jusqu’à 8 sabots, 5 unités QuickScan™ LT et 1 unité QuickScan ECA sur la même tête d’inspection, en plus d’autres options standards pratiques, comme un système intégré de marquage à la peinture ou de préarrosage. Sondes à ultrasons multiélémentsLes sondes à ultrasons multiéléments assurent un chevauchement étroit entre les groupes d’éléments qui peuvent être réglés électroniquement selon la taille des défauts, ce qui permet une densité énergétique élevée dans la billette et une excellente reproductibilité. | 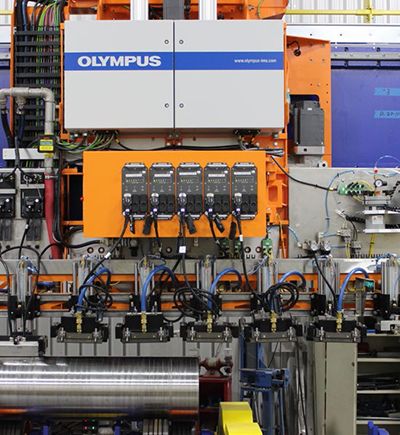 |
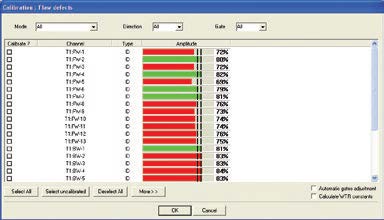
Étalonnage automatique
Pour assurer une inspection minutieuse, chaque sonde doit être parfaitement étalonnée. Durant le processus d’étalonnage, le niveau de gain de chaque sonde est réglé automatiquement par le balayage d’un défaut connu. Cette fonctionnalité permet d’étalonner facilement et précisément chaque loi focale et d’économiser du temps sans avoir à se fier à une intervention humaine.
|  |
Logiciel et unités d’acquisition
Lorsqu’on associe les technologies par ultrasons multiéléments (PA) et par courants de Foucault multiéléments (ECA) à une unité d’acquisition de pointe et à un logiciel avancé, on obtient un puissant système d’inspection.
Unités d’acquisition PA et ECALe module QuickScan™ PA 32:256 respecte la norme IP55, alors que l’unité QuickScan EC offre la flexibilité requise pour l’inspection en surface des billettes. Ces deux unités s’adaptent facilement aux environnements industriels. |   |
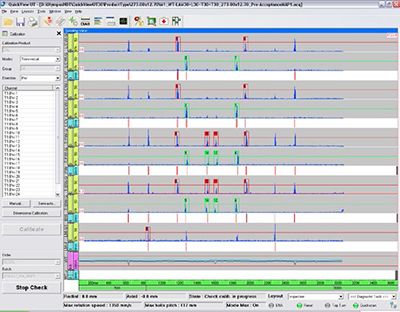
Configuration facile
Le logiciel QuickView facilite la configuration du système, ainsi que l’acquisition et la gestion des données. L’assistant logiciel facilite la création de configurations selon la dimension de chaque pièce. Les paramètres de configuration d’inspection et d’étalonnage sont enregistrés selon le diamètre de chaque billette et sont faciles à récupérer. Les résultats finaux sont fusionnés et affichés de manière à distinguer clairement les billettes acceptées ou rejetées.
|  |
Cartographie
Grâce à un signal de référence émis à toutes les révolutions, le système indique la position XY, la taille et l’orientation du défaut. La cartographie des données permet au système d’effectuer un marquage en 2D utile pour les contre-vérifications ou le meulage automatique. | 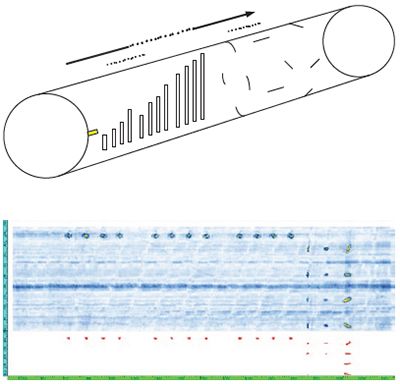 |




