Olympus offre une grande variété de sondes multiéléments (PA) utilisant la technologie piézocomposite pour tous les types d’inspections par ultrasons multiéléments (PAUT). Les sondes PA standard d’Olympus présentées ici se divisent en trois catégories :
Sondes à faisceau angulaire
Sondes à sabot intégré
Sondes d’immersion
D’autres types de sondes peuvent être créés pour répondre aux besoins de votre application. L’inspection par ultrasons à l’aide de sondes multiéléments est en train de devenir la méthode de CND de premier choix, car elle est efficace, fiable et plus sûre que certaines autres méthodes. Les sondes multiéléments à configuration linéaire sont les plus utilisées pour les applications
industrielles. Une caractéristique importante qui définit les sondes multiéléments est leur ouverture active, soit la longueur totale des éléments dans le plan actif. Des sondes à réseaux doubles pour le soudage jusqu’aux sondes PA pour la corrosion, chaque option offre des vitesses de balayage rapides, des images nettes et des résultats d’inspection précis.
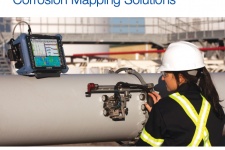
With its unique Rexolite delay line and small footprint, the RexoFORM wedge is optimized for phased array 0° and angle beam inspection in limited-access locations. It offers an economical corrosion mapping solution, conforming to a wide range of pipe diameters without the need for a continuous water supply.
Les sondes dédiées à l’inspection de soudures sont munies d’un boîtier et d’un câble de sortie situé sur le dessus ou à l’avant qui permettent d’éviter les interférences avec le support de sonde du scanner. De plus, elles sont adaptées à l’inspection manuelle ou automatisée. Offrant un rapport signal sur bruit amélioré, nos sondes et sabots multiéléments A31 et A32 facilitent et
uniformisent les inspections de soudures.
Cette série brevetée de sabots de focalisation compense la divergence du faisceau dans la direction passive lors des inspections de soudures circonférentielles de tuyaux. La faible largeur du faisceau permet la mesure de défauts plus courts sur l’axe de balayage, ce qui contribue à la diminution du nombre de rejets et à l’amélioration de la netteté de l’image.
Les sondes Dual Matrix Array (DMA) sont constituées de deux sondes multiéléments disposées en réseau matriciel et reliées au même connecteur. Elles peuvent générer des ondes longitudinales par émission-réception (TRL). Elles sont particulièrement pratiques lorsque le matériau inspecté est revêtu ou à forte atténuation.
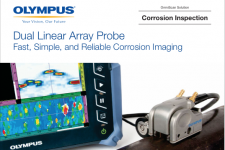
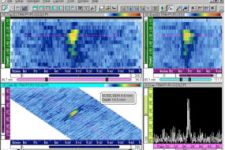
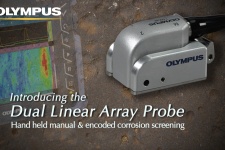
Dans le cadre d’applications de contrôle de la corrosion, la sonde Dual Linear Array™ offre de nombreux avantages en comparaison des sondes à émission-réception séparées à ultrasons conventionnels. En effet, cette solution à ultrasons multiéléments est dotée de fonctions qui optimisent la productivité : grande largeur de balayage, grande vitesse de balayage et imagerie C-scan offrant une densité des points accrue.
Pour les applications d’inspection des défauts causés par l’attaque par l’hydrogène à haute température (HTHA), les sondes optimisées Dual Linear Array™ (DLA) et total focusing method (TFM) offrent un angle de balayage plus large, une plage de focalisation étendue et une meilleure réponse du signal lorsqu’on applique un gain élevé.
Destinées à l’inspection manuelle par contact, les sondes de la série A24 sont dotées d’un boîtier ergonomique, d’une membrane remplaçable et d’une grande ouverture carrée s’adaptant à une grande variété d’applications. Résistante à l’usure, la membrane d’une épaisseur de 0,5 mm facilite la vérification du couplage et assure un glissement tout en douceur sur les surfaces rugueuses.
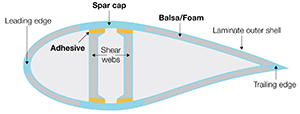
La sonde multiélément EdgeFORM montée sur roue est utilisée par les constructeurs automobiles pour inspecter des vides dans des joints d’adhésif ou de colle à l’intérieur de coffres, de capots et de portières.
Les sondes à ultrasons universelles offrent un profil bas même lorsqu’elles sont assemblées à un sabot, ce qui facilite l’accès aux zones d’inspection restreintes. Un grand choix de sabots est offert pour répondre à tous les types d’inspection par sonde d’angle. Ces sondes sont utilisées pour l’inspection manuelle ou automatisée des soudures épaisses de 6,35 mm à 38 mm et pour l’inspection des fissures et des défauts de soudure dans les pièces moulées, les pièces forgées, les tuyaux, les tubes et les composants usinés
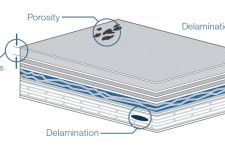
Ces sondes offrent des zones mortes réduites aux extrémités (1,5 mm entre le centre du premier et du dernier élément ou entre le dernier élément et le bord du boîtier). Elles sont bien adaptées pour l’inspection par canal des matériaux composites et servent également pour l’inspection C-scan de matériaux composites (délaminage, décollement et porosité).
Les sondes ultrasons à grande pénétration s’adaptent à une vaste sélection de sabots pour tout type d’application exigeant une sonde d’angle. Ces sondes ultrasons conçues précisément pour les applications requérant une grande pénétration servent à inspecter les tôles et les soudures épaisses, les pièces forgées et les matériaux granulaires ou à forte atténuation acoustique.
Les sondes d’immersion sont combinées à une colonne d’eau ou utilisées dans un bassin d’immersion dans lequel la pièce inspectée est partiellement ou complètement immergée. Ce sont des sondes à ondes longitudinales qui peuvent être configurées pour des inspections par ondes transversales réfractées à l’aide d’un sabot en Rexolite.
Les sondes à ultrasons multiéléments courbes sont faites d’un boîtier en acier inoxydable résistant à la corrosion et leur étanchéité est garantie jusqu’à 1 m sous l’eau. Leur impédance acoustique correspond à celle de l’eau. Elles sont compatibles avec les sabots d’immersion et sont utilisées pour inspecter les coins de pièces faites de polymères renforcés de fibres de carbone (CFRP) et les décollements dans les matériaux composites.
Les sabots adaptés aux sondes multiéléments courbes pour l’inspection en immersion des coins sont offerts selon divers angles et rayons; il est aussi possible d’ajuster le rayon pour l’adapter à l’inspection de divers composants. Conçus pour les inspections manuelles, ces sabots peuvent recevoir le codeur Mini-Wheel.
Les sondes à ultrasons avec sabot intégré conformes aux normes sont insérées dans le même boîtier et offrent le profil le plus bas pour les inspections au moyen de sondes d’angle par contact. Comme il n’est pas nécessaire d’ajouter du couplant entre les interfaces de la sonde et du sabot, le couplage demeure toujours excellent. Ces sondes sont utilisées pour l’inspection manuelle simultanée des soudures de 40° à 70°, ainsi que pour l’inspection manuelle de la fissuration due à la corrosion selon les normes AWS et DGS.
Les sabots pour sondes d’angle sont disponibles dans des angles de réfraction de 0°, de 45°, de 55° et de 60° dans l’acier pour les inspections d’angle de 30° à 70°, par onde transversale ou par onde longitudinale. Ils sont offerts avec des supports équipés d’une vis en acier inoxydable qui permet de fixer solidement les sabots aux sondes. L’option IHC pour sabot permet également d’améliorer la qualité de l’inspection : irrigation, trous de montage pour le support de sabot permettant l’inspection avec tous les scanners d’Olympus et broches en carbure qui accroissent la résistance à l’usure.
L’inspection par ultrasons multiéléments (PAUT) devient rapidement la méthode de contrôle non destructif la plus sûre et la plus utilisée. En tant que chef de file dans le domaine, Olympus propose un choix impressionnant de connecteurs standard et sur mesure pour les sondes à ultrasons multiéléments destinées à tout type d’appareils.