9.5 High Temperature Testing


While most ultrasonic flaw detection is performed at normal environmental temperatures, some situations involve test pieces that are hot, as in process industries wherein hot metal tanks or pipes must be tested without a shutdown. Conventional ultrasonic transducers will tolerate temperatures up to approximately 50° C or 125° F. At higher temperatures, they will eventually suffer permanent damage due to internal disbonding caused by thermal expansion. Thus if the material being tested is hotter than approximately 50° C or 125° F, then high temperature transducers and special test techniques should be employed.
Transducers and wedges
With respect to straight beam testing, high temperature dual element transducers are very commonly used in corrosion survey applications. High temperature duals can also be used in many cases involving straight beam inspection of plates and bars, and for finding laminar flaws in tanks and pipes. For small or thin parts, special high temperature delay line transducers are also commonly available.
For angle beam testing, high temperature wedges are available. These are used with standard transducers to provide thermal insulation. It is important to note that with any high temperature wedge, sound velocity in the wedge material will decrease as it heats up, and thus the refracted angle in metals will increase as the wedge heats up. If this is of concern in a given test, the refracted angle should be verified at actual operating temperature. As a practical matter, thermal variations during testing will often make precise determination of the actual refracted angle difficult.
Material properties
Sound velocity in all materials changes with temperature, slowing down as the material heats up. In steel, this velocity change is approximately 1% per 55° C or 100° F change in temperature. (The exact value varies depending on the alloy.) In plastics and other polymers, this change is much greater, and can approach 50% per 55° C or 100° F change in temperature up to the melting point. If a temperature/velocity plot for the material is not available, then a velocity calibration should be performed on a sample of the test material at the actual test temperature.
Similarly, sound attenuation in all materials increases with temperature. In typical fine grain carbon steel alloys, attenuation at 5 MHz increases by more than 12 dB per 100 mm sound path (equivalent to a round trip path of 50 mm each way) between room temperature and 500° C or 930° F. This effect can require use of significantly increased instrument gain when testing over long sound paths at high temperature, and can also require adjustment to distance/amplitude correction (DAC) curves or TVG (Time Varied Gain) programs that were established at room temperature. The effect is much more pronounced in plastics than in metals or ceramics.
The example below shows the changes in velocity/transit time and attenuation when a 12.5 mm (0.500”) steel block is heated to 300° C (570° F). Pulse transit time increases from 4.37 uS to 4.59 uS and an additional 18.2 dB of gain is needed to equalize the echo amplitude. The change in transit time would represent a measurement error of about +5% or 0.63 mm (0.025”) if the operator does not recalibrate velocity for the hot test piece.
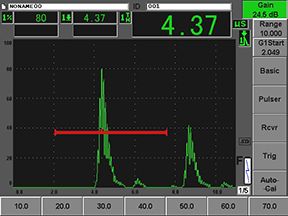 | 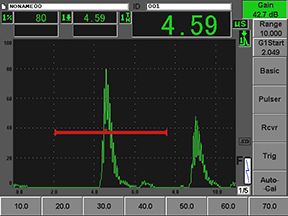 |
| Room temperature, 24.5 dB gain | 300° C, 42.7 dB gain |
Couplants
Most common ultrasonic couplants such as propylene glycol, glycerin, and ultrasonic gels will quickly vaporize if used on surfaces hotter than approximately 100° C or 200° F. Thus, ultrasonic testing at high temperatures requires specially formulated couplants that will remain in a stable liquid or paste form without burning or releasing toxic fumes. These are widely available from a number of sources.
Duty Cycles
All standard high temperature transducers and wedges are designed with a duty cycle in mind. Although they are insulated, lengthy contact with very hot surfaces will cause significant heat buildup, and eventually permanent damage to the transducer if the interior temperature becomes hot enough. Surface contact should be as brief as possible followed by a period of air cooling. The ratio of contact time to cooling time becomes more critical at the upper end of a given transducer's specified temperature range. As a general rule, if the outer case of the transducer becomes too hot to comfortably hold with bare fingers, then the interior temperature of the transducer is reaching a potentially damaging temperature and the transducer must be allowed to cool down before testing continues.
For further information on high temperature ultrasonic testing, see High Temperature Ultrasonic Testing.