
Introduction
For corrosion-inducing environments or demanding conditions, such as deep offshore oil drilling or transporting liquids under high pressure, pipes with very heavy wall thickness (WT) or high WT/diameter ratio are required. These pipes, because of the contexts in which they are used, also require a reliable and high-quality inspection method for quality control, similar to very thin-walled pipes.
To remain competitive in the oil country tubular goods (OCTG) and offshore drilling markets, tube manufacturers need to be able to control the quality of thick-walled tubes while maintaining a high level of productivity. This application note presents an automated inspection solution for tubes with thick walls and high WT/diameter ratios that meets these requirements.

Figure 1: A heavy wall thickness pipe
Challenges of Using UT to Inspect Pipes with Very Thick Walls
For thick-walled pipes, standard ultrasonic inspection methods are sometimes ineffective or inefficient. In some cases, the internal diameter (ID) wall skip can create an especially long sound path, decreasing the signal-to-noise ratio (SNR) (see Figure 2). Conversely, performing UT inspection is also difficult when no ID reflection occurs because the WT/diameter ratio of the pipe is too high (see Figure 3). A lower probe angle can sometimes be used, but this solution has limitations when the pipe WT or ratio is above a certain value. Because of the thick pipe walls, a long water column is required, which adds to the total sound travel path. When using the standard ID reflection method, the longer sound path affects the quality of inspection and slows down the inspection speed, reducing productivity.
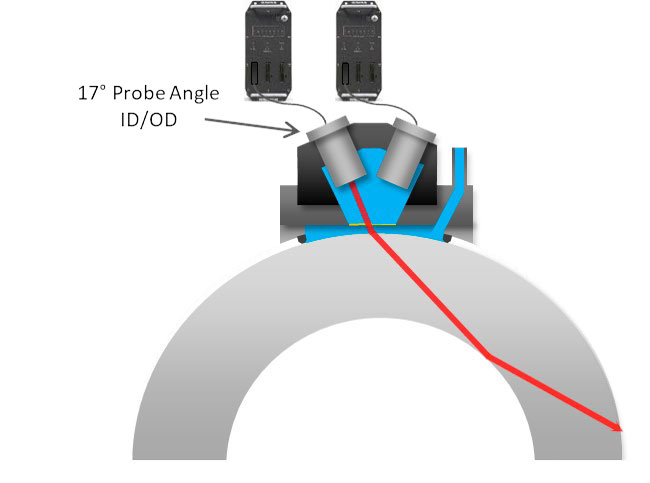
Figure 2: Long ultrasonic sound path with an ID skip inside a heavy WT pipe
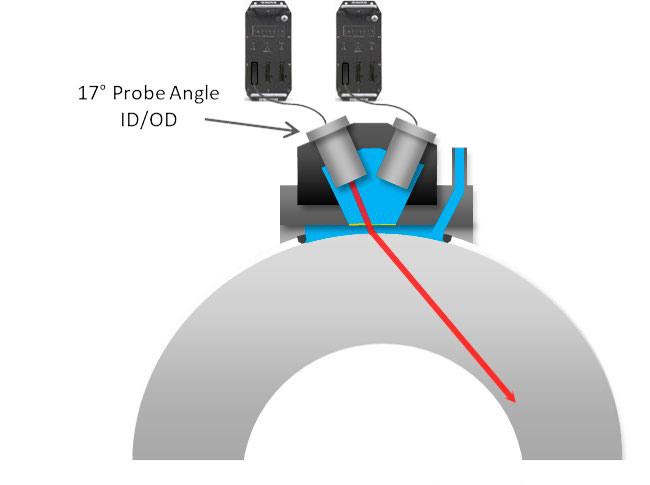
Figure 3: No internal reflection of the ultrasonic beam in a high-ratio, thick-wall pipe
Rotating Tube Inspection Solution for Thick Pipes Using Phased Array Ultrasonic Testing (PAUT)
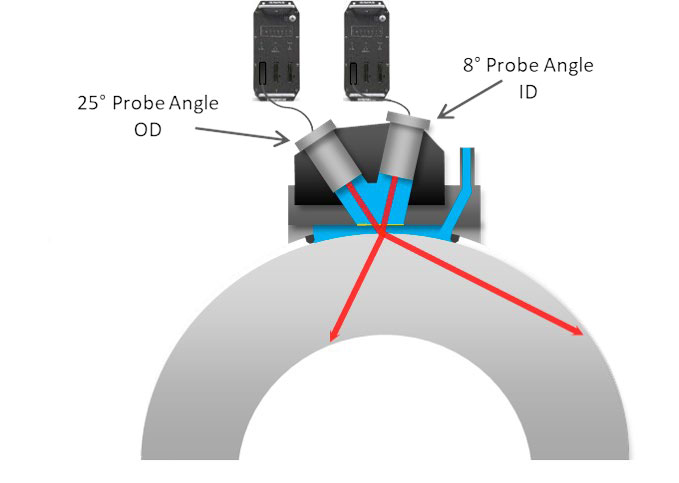
For pipe wall thicknesses above 50.8 mm (2 in.), this rotating tube inspection solution uses two probes set at different angles inside a water wedge to detect longitudinal ID and OD notch defects.
- An 8-degree incident angle is used for ID detection.
- A 25-degree incident angle, creating a direct path to the external wall, is used for OD defects.
Two water wedges are used to inspect both sides of each defect:
- The first wedge inspects the ID defects in the clockwise direction and the OD defects in the counterclockwise direction.
- The second water wedge inspects the OD defects in the clockwise direction and the ID defects in the counterclockwise direction.
This configuration provides a more direct sound path to the defects, enabling the water column to be reduced to 60 mm (2.36 in.) for pipe wall thickness from 50 mm to 75 mm (1.96 in. to 2.95 in.).
Results
A direct path to the defect reduces the ultrasound travel distance and helps increase the probability of detection (POD) for longitudinal defects in thick-walled pipes. For high WT/diameter ratio pipes, this technique can solve the difficulty of creating an efficient ID reflection to detect OD defects.
Figure 5 and Figure 6 present an example pipe scan. In the scrolling view (on top), the x axis represents the pipe axial length, and the y axis shows the amplitude of detection for ID and OD defects. Below the scrolling view, the mapping view also shows complete 2D results around the pipe. The pipe WT for the example below is 75 mm (2.95 in.), and the SNR is approximately 15 dB and 22 dB for the ID and OD notches, respectively.
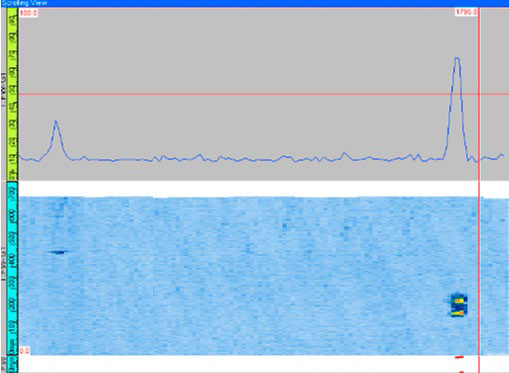
Figure 5: Inspection results for longitudinal ID defects
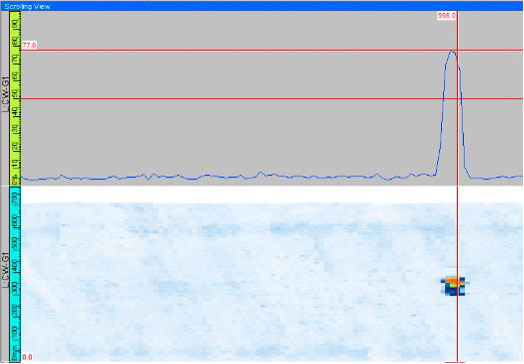
Figure 6: Inspection results for longitudinal OD defects
Conclusion and Key Benefits of This Thick-Wall Pipe Solution
For very thick-walled pipes or pipes with high wall thickness-to-diameter ratios, this simple phased array (PA) solution can be used to reliably inspect longitudinally oriented defects on ID and OD surfaces. Neither the repeatability nor the SNR are compromised by the shorter sound path and dedicated inspection used to detect the ID and OD defects.
We tested and validated the feasibility of this method on pipes with ratios above 30% and thicknesses of 75 mm (2.95 in.), expanding ultrasonic testing capabilities into a range of pipe inspection that was previously considered too difficult and challenging. Manufacturers who require a thick-walled pipe inspection solution can implement this method to help improve the productivity and reliability of their quality control.
