
Il existe des sondes à ultrasons de toutes les formes et tailles qui permettent d’effectuer des mesures d’épaisseur. La première étape essentielle de toute inspection est donc de choisir la sonde appropriée. Ce choix dépend de plusieurs facteurs, notamment de l’épaisseur, du matériau et de la géométrie de la pièce à mesurer. En raison de sa forme unique, la sonde Sonopen® V260 est une option souvent choisie pour de nombreuses applications complexes de mesure d’épaisseur.
Qu’est-ce que la Sonopen?
La Sonopen V260 est une sonde de 15 MHz dotée d’un élément de 3,175 mm de diamètre et d’une enveloppe extérieure unique ayant l’apparence d’un stylo. Elle comporte une ligne à retard focalisée à pointe étroite et a une profondeur focale de 0,30 mm dans l’acier et de 0,64 mm dans le plastique. L’une des caractéristiques les plus importantes de la sonde Sonopen est la pointe étroite de sa ligne à retard – une ligne à retard à pointe de 2 mm de diamètre est livrée de série avec la sonde, mais une version de 1,5 mm de diamètre est aussi offerte.
La pointe étroite de la ligne à retard permet à l’utilisateur de coupler la Sonopen à des surfaces concaves à très faible rayon sur lesquelles des sondes à ligne à retard standard ne capteraient pas de signal. De plus, l’enveloppe extérieure en forme de stylo vous permet d’accéder à des endroits difficiles à atteindre. En fait, ces sondes ont été conçues à l’origine pour mesurer l’épaisseur des coins des bouteilles de plastique moulées par soufflage, lesquelles ont généralement une épaisseur d’environ 0,51 mm et un rayon concave.
Applications courantes
- Test du taux de réduction
- Fils étroits et enveloppes isolantes
- Articles et tubes arrondis ayant un rayon minimum d’environ 2,5 mm
- Inspection de joints brasés
- Surfaces concaves
- Inspection de l'épaisseur des matériaux après le polissage des égratignures sur les aéronefs
Même si la sonde Sonopen fonctionne bien pour certaines applications, nous ne la recommandons pas pour un usage général. En effet, la pointe étroite de la ligne à retard rend difficile l’alignement approprié de la sonde avec la surface du matériau à inspecter, et un désalignement peut entraîner une diminution de l’amplitude du signal, voire une perte de signal. Toutefois, si vous croyez que la Sonopen peut être avantageuse pour les mesures que vous avez à prendre, voici trois conseils qui vous aideront à obtenir un signal constant.
Trois conseils pour améliorer vos résultats
Utilisez un appareil offrant l’affichage A-scan RF.
Lors de l’utilisation d’une sonde Sonopen, même un léger désalignement peut avoir des répercussions négatives sur vos résultats. En utilisant un appareil qui offre l’affichage A-scan RF, vous obtiendrez les renseignements nécessaires pour vous assurer de capter le bon signal d’écho de fond.
Voici les appareils qui offrent l’affichage RF : les mesureurs d’épaisseur 38DL PLUS® et 45MG (avec activation de l’option logicielle 45MG-WF) et les appareils de recherche de défauts EPOCH® 650 et EPOCH 6LT.
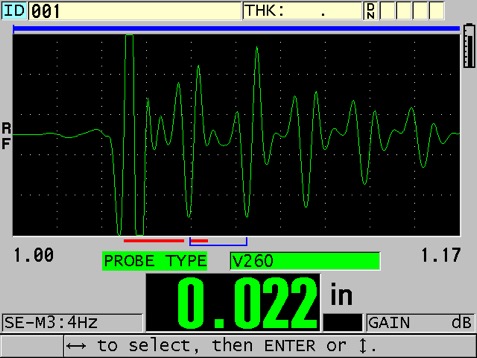
Affichage A-scan RFPersonnalisez votre sonde Sonopen en fonction de l’application.
Assurez-vous de choisir la configuration de Sonopen appropriée pour votre application. Choisissez ce dont vous avez besoin parmi les options ci-dessous pour personnaliser votre sonde.
Style de l’enveloppe extérieure
Il existe trois enveloppes de Sonopen dont les pointes ont différentes orientations : orientation droite (V260-SM, la plus utilisée et recommandée), à 45 degrés (V260-45) et à 90 degrés (V260-RM).

La sonde Sonopen est offerte en trois versions,
soit avec pointe à 45° (à gauche), droite (au centre) et à 90° (à droite).
Lignes à retard
La sonde Sonopen prend en charge une variété de lignes à retard remplaçables ayant des pointes de diverses tailles et faites de différents matériaux. La ligne à retard standard (DLP-3) a une pointe d’un diamètre de 2 mm et est incluse avec la sonde Sonopen V2600. La ligne à retard DLP-302, quant à elle, a une pointe d’un diamètre de 1,5 mm, alors que la ligne à retard DLP-301, qui est résistante aux températures élevées, a une pointe d’un diamètre de 2 mm et est conçue pour pouvoir être utilisée sur les matériaux d’une température allant jusqu’à 175 °C.
Pour les matériaux qui ont des propriétés acoustiques semblables à celles de la ligne à retard DLP-3 standard, vous pouvez utiliser la DLP-301 au lieu de la DLP-3 pour améliorer la performance. Le matériau dont est faite la DLP-301 résiste aux températures élevées et peut fournir une différence d’impédance supérieure entre la pointe de la ligne à retard et le matériau à tester, ce qui engendre un plus grand écho d’interface. Il facilite donc les observations et la prise de mesures à partir de l’écho d’interface généré entre les matériaux.
Support et entaille en V
Le support à ressort optionnel (SLH-V260-SM*) contribue à maintenir l’alignement avec la pièce à tester, alors que l’entaille en V est particulièrement utile lors de la mesure de tubes ayant un faible diamètre.
* Le support SLH-V260-SM est uniquement compatible avec la sonde V260-SM.
3. Assurez-vous qu’il y a du couplant entre la ligne à retard et la surface de la sonde.
Les sondes Sonopen n’ont pas de lignes à retard permanentes. Comme avec toutes les sondes ayant des lignes à retard remplaçables, il est nécessaire d’appliquer du couplant entre la ligne à retard et la surface de la sonde pour permettre la transmission du son. Sans couplant, aucun son ne sera transmis à la ligne à retard. Au fil du temps, le couplant peut sécher, ce qui engendre une réduction de l’amplitude du signal. Nous vous recommandons de vérifier le couplant sous la ligne à retard avant chaque inspection et d’en appliquer davantage au besoin.
Contenu connexe
Mesure d’épaisseur des parois dans l’industrie du moulage par soufflage
Détection de vides dans les pièces en plastique moulées
