Les plaques à refroidissement liquide sont des échangeurs thermiques qui dissipent la chaleur par la friction du liquide circulant sur leurs surfaces internes. Elles sont généralement utilisées pour les composants à ultra haute puissance qui génèrent une chaleur telle que le refroidissement par air est insuffisant. Par exemple, l’industrie de la production d’énergie les utilise dans les générateurs de var statique (SVG), l’industrie automobile dans les batteries des véhicules électriques et l’industrie des TI dans les salles hébergeant de gros serveurs.
L’efficacité d’une plaque à refroidissement liquide dépend de la zone de transfert de chaleur du liquide et de la force de friction. Contrairement au refroidissement par air, le refroidissement par liquide requiert une canalisation permettant la circulation du fluide. Cette canalisation doit être parfaitement scellée pour empêcher le fluide de s’échapper et de provoquer un court-circuit dans tout équipement électrique.
Soudage par fusion ou par friction-malaxage des alliages légers
Les plaques à refroidissement liquide sont généralement faites d’alliages d’aluminium. En raison de la piètre soudabilité de ces alliages, lorsqu’on utilise le soudage par fusion classique pour sceller la plaque, la soudure tend à comporter certains défauts, comme les fissures thermiques, la porosité et la scorification. Le soudeur doit démontrer d’excellentes compétences et un savoir-faire pointu de cette méthode de soudage s’il souhaite obtenir une soudure de haute qualité. En outre, les températures élevées et les fumées toxiques générées par le soudage par fusion peuvent être nocives pour la santé du soudeur. Le soudage par friction-malaxage (FSW), qui utilise la chaleur de friction d’un outil rotatif pour souder deux interfaces, offre une solution efficace à ces problèmes.
En comparaison du soudage par fusion, les principaux avantages du soudage FSW sont les suivants :
- Distorsion de soudage minimale
- Meilleures propriétés mécaniques du métal soudé
- Aucun matériau de remplissage requis
- Environnement de travail plus propre et plus sûr
- Meilleure facilité d’utilisation
- Élimination automatique des écailles d’oxyde
- Intégration facile de l’outil à un système de soudage automatique et robotisé
- Plus grande efficacité pour le soudage d’alliages légers sujets aux fissures
Désavantages du soudage FSW et avantages de la solution multiélément
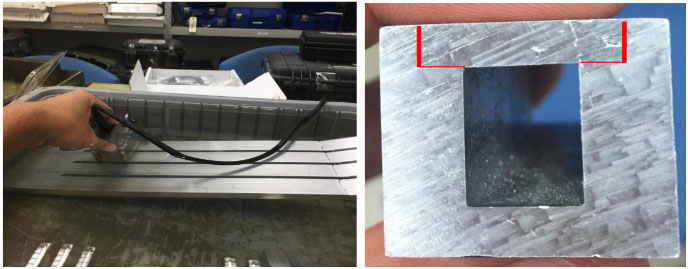
Malgré ses nombreux avantages, la méthode FSW pose tout de même quelques problèmes. Lorsqu’elle est utilisée sur des plaques à refroidissement liquide, des défauts mécaniques peuvent se produire dans le joint entre la plaque de recouvrement et la plaque de base. Généralement, ces défauts se produisent près du point de friction de l’outil rotatif et se présentent sous la forme de minuscules vides appelés « porosité ». Ces porosités ont tendance à se former en série presque continue, mais demeurent toutefois difficilement détectables.
Sonde PA 10L64-FSW et sabot à colonne d’eau SFSW-N45S-WHC d’Olympus utilisés pour le balayage d’une soudure sur le bloc étalon d’une plaque à refroidissement liquide (à gauche) et région d’intérêt délimitée par des lignes rouges (à droite).
La technologie d’inspection par ultrasons multiéléments (PAUT) peut détecter de minuscules défauts dans les soudures FSW. La solution présentée ici comprend l’appareil de recherche de défauts OmniScan™ MX2, une sonde et un sabot d’Olympus optimisés pour l’inspection des soudures par friction-malaxage. Il est également possible d’utiliser l’appareil de recherche de défauts par ultrasons multiéléments OmniScan SX avec la même sonde et le même sabot pour l’obtention de ces résultats.
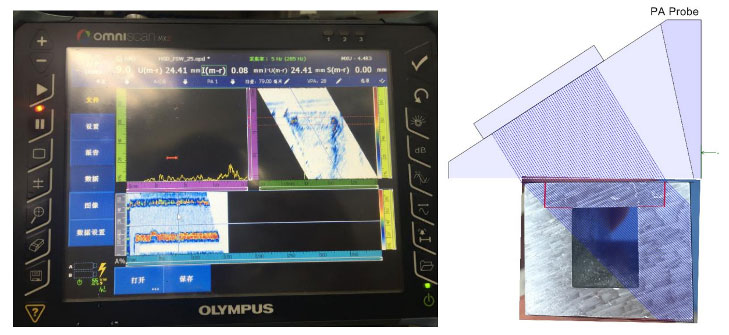
OmniScan™ MX2 et sonde PA configurés pour un balayage linéaire : 8 éléments émetteurs (pas égal à 1) en simultané, 64 éléments au total, génération d’une onde transversale à 45 degrés
Présentation des résultats : analyse des données d’imagerie obtenues à l’aide d’ultrasons multiéléments
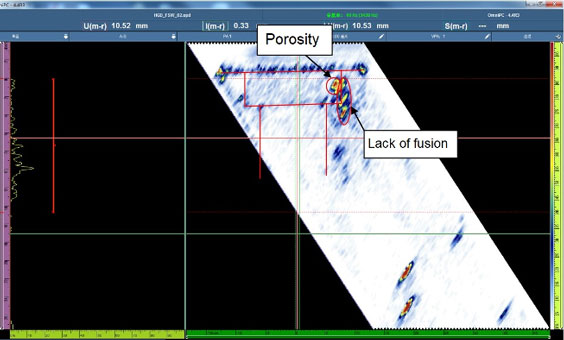
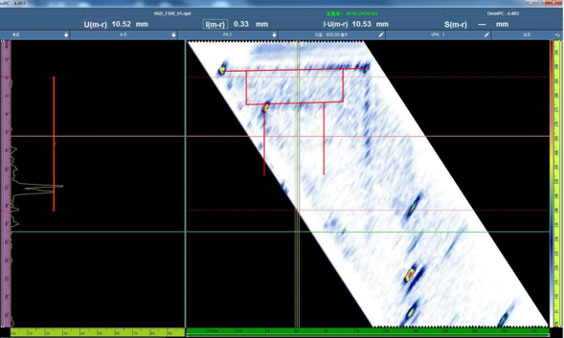
La capture d’écran ci-dessous montre les résultats de balayage du bloc étalon analysés par le logiciel OmniPC™. Elle révèle non seulement la porosité près de la surface, mais aussi un manque de fusion dans le joint vertical indiquant qu’il n’a pas été correctement soudé.
L’inspection de l’autre côté du bloc étalon montre la surface de fusion adéquatement soudée, l’absence de défauts visibles et la réflexion géométrique de l’angle vif.
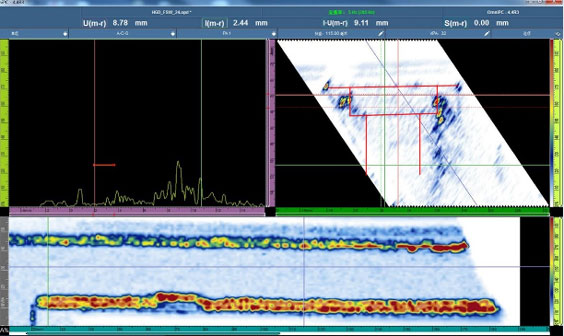
Les résultats de l’inspection sur la véritable plaque à refroidissement liquide sont indiqués ci-dessous. On peut voir les défauts des deux côtés de la soudure par friction-malaxage, sur toute la longueur de la pièce.
Imagerie facile à interpréter du manque de fusion et de la porosité dans les soudures FSW
La technologie multiélément combinée à des sondes et des sabots spécialement conçus pour l’inspection des soudures par friction-malaxage permet de détecter clairement les défauts de porosité visible et de manque de fusion invisible sur les joints de surface des plaques à refroidissement liquide. L’imagerie générée par l’OmniScan MX2 (ou OmniScan SX), ainsi que les différents affichages de l’appareil facilitent l’interprétation des résultats et montrent l’état réel de la pièce inspectée.
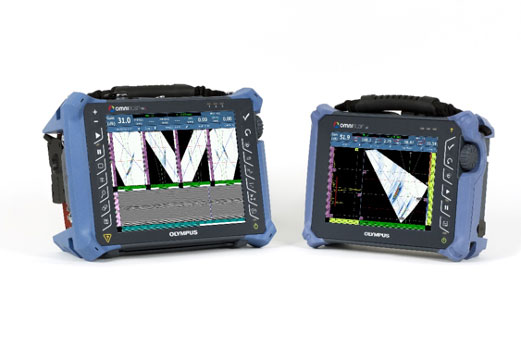
Appareils de recherche de défauts par ultrasons multiéléments OmniScan MX2 (à gauche) et OmniScan SX (à droite)
Contenu connexe
Inspection de soudure par friction-malaxage (FSW)
La technologie multiélément pour l’inspection de soudures par friction-malaxage (FSW)
Utilisation de la technologie à ultrasons multiéléments au lieu de la radiographie