Пластины водяного охлаждения — это теплообменники, которые рассеивают тепло за счет трения жидкости, протекающей по их внутренним поверхностям. Обычно они используются для сверхмощных компонентов, которые выделяют так много тепла, что воздушного охлаждения недостаточно. Например, в электроэнергетике они используются в статических генераторах переменного тока (SVG), в автомобильной промышленности (в аккумуляторных батареях для электромобилей), а также в ИТ-секторе (в отсеках, где размещаются большие серверы).
Эффективность пластины водяного охлаждения зависит от площади теплопередачи жидкости и силы трения. В отличие от воздушного охлаждения, водяное охлаждение требует наличия водяного канала для циркуляции жидкости. Этот водяной канал должен быть полностью герметизирован, чтобы предотвратить утечку жидкости и короткое замыкание в электрическом оборудовании.
Сварка легких сплавов плавлением и трением с перемешиванием (FSW)
Пластины водяного охлаждения обычно изготавливаются из алюминиевых сплавов. Из-за их плохой свариваемости, при использовании традиционной сварки плавлением, сварной шов будет подвержен дефектам, таким как термические трещины, пористость и шлакообразование. Сварщики должны обладать отличными навыками и мастерством в области сварки плавлением для получения высококачественного сварного шва. Высокие температуры и токсичные пары, образующиеся при сварке плавлением, могут нанести вред здоровью сварщика. Сварка трением с перемешиванием (FSW), при которой для сварки двух поверхностей используется теплота трения вращающегося инструмента является эффективным решением данных проблем.
По сравнению со сваркой плавлением, к основным преимуществам FSW можно отнести:
- Минимальная сварочная деформация
- Лучшие механические свойства сварного соединения
- Не требует наполнителя
- Более чистая и безопасная рабочая среда
- Более простой способ сварки
- Автоматическое удаление окалины
- Легкая интеграция инструмента в автоматическую и роботизированную сварку
- Более эффективный способ сварки для легких сплавов, склонных к образованию трещин
Слабые стороны сварки трением с перемешиванием (FSW) и решение на базе фазированной решетки
Несмотря на множество преимуществ, сварка трением с перемешиваем имеет свои недостатки. При использовании FSW на пластинах водяного охлаждения могут возникнуть механические дефекты в шве между покрытием и опорной пластиной. Обычно они возникают около точки трения вращающегося инструмента, представляя собой крошечные пустоты, или пористость. Пористость имеют тенденцию образовывать почти непрерывную серию, но их нелегко обнаружить.
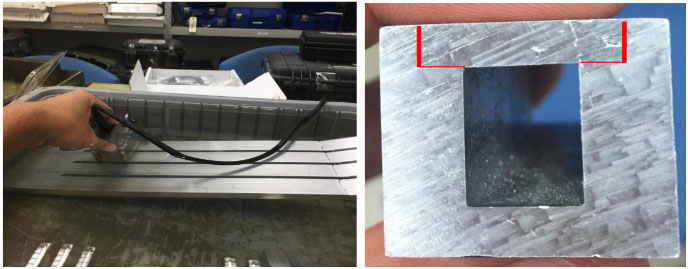
ФР-преобразователь 10L64-FSW PA и водяная призма SFSW-N45S-WHC от Olympus, используемые для сканирования сварного шва FSW на калибровочном блоке пластины водяного охлаждения (слева) и область интереса, обозначенная красными линиями (справа)
Технология ультразвукового контроля с фазированной решеткой (УЗК ФР) позволяет обнаруживать мельчайшие дефекты в сварных соединениях FSW. Представленное здесь решение включает дефектоскоп OmniScan™ MX2, преобразователь и призму Olympus, оптимизированные для контроля сварных соединений, полученных сваркой трением с перемешиванием. Можно также использовать дефектоскоп с фазированной решеткой OmniScan SX с тем же преобразователем и призмой для достижения этих результатов.
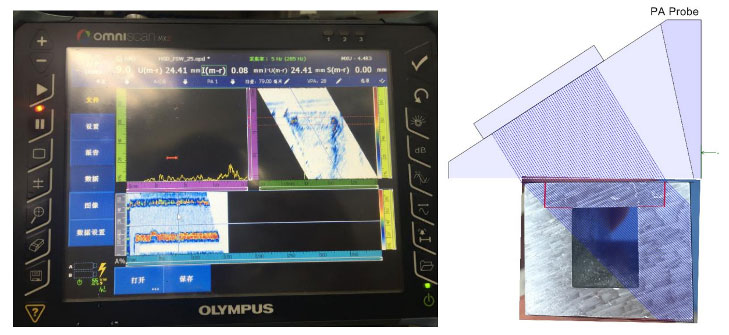
Дефектоскоп OmniScan™ MX2 и ФР-преобразователь, сконфигурированные для линейного сканирования: одновременная генерация импульсов 8 элементов с шагом 1 элемент, всего 64 элемента, генерация поперечной волны под углом 45 градусов
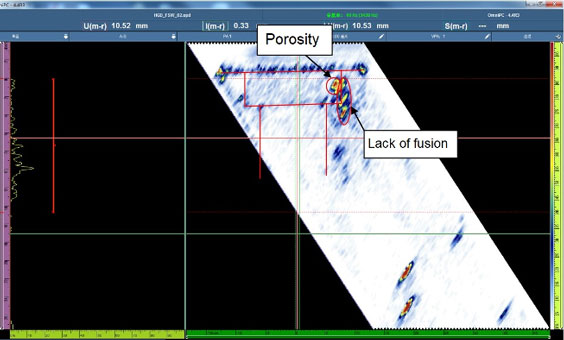
Представление результатов: анализ данных изображений, полученных с помощью фазированной решетки
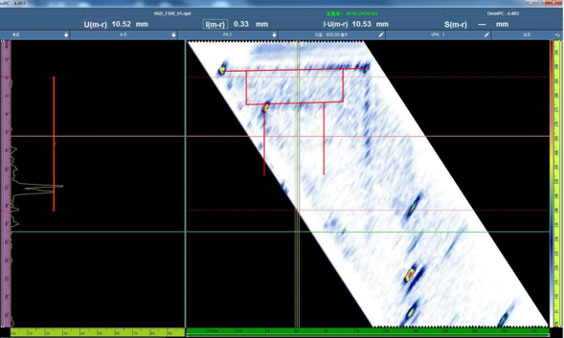
Экранный снимок ниже отображает результаты сканирования калибровочного блока, проанализированные в ПО OmniPC™. Он показывает не только пористость у поверхности, но и несплавление в вертикальном шве, указывая на неправильную сварку.
Контроль с другой стороны калибровочного блока показывает качественную поверхность сплавления, отсутствие видимых дефектов и геометрическое отражение острого угла.
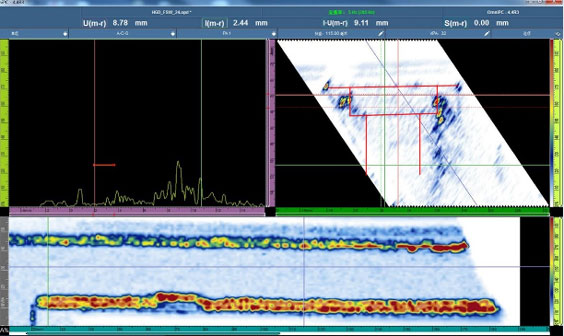
Результаты контроля пластины водяного охлаждения показаны ниже. Мы видим, что есть дефекты с обеих сторон сварного шва FSW по всей длине детали.
Простая интерпретация изображений несплавления и пористости в FSW
Используя технологию УЗК ФР в комбинации со специальными преобразователями и призмами, мы можем четко определить видимую пористость и скрытое несплавление на стыковых поверхностях пластин водяного охлаждения. Изображения, генерируемые дефектоскопом OmniScan MX2 (или OmniScan SX) и различное представление данных упрощают интерпретацию данных и отражают фактическое состояние проверяемой детали.
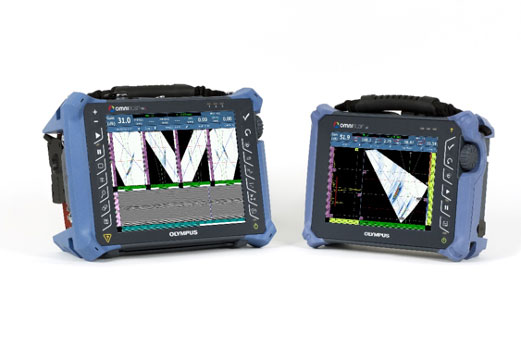
Дефектоскопы на фазированных решетках OmniScan MX2 (слева) и OmniScan SX (справа)
См. также
Контроль сварных соединений, полученных сваркой трением
Примечание: УЗК ФР контроль соединений, выполненных сваркой трением
Ультразвуковой контроль фазированными решетками как замена радиографическому контролю (РК)