6.4 Приемы контроля
Схемы сканирования
Во время ультразвукового контроля, оператор должен перемещать преобразователь таким образом, чтобы охватить весь объем исследуемого материала с целью обнаружения всех возможных дефектов. Схема сканирования устанавливается с учетом специальных требований контроля. Общая схема сканирования выглядит следующим образом:
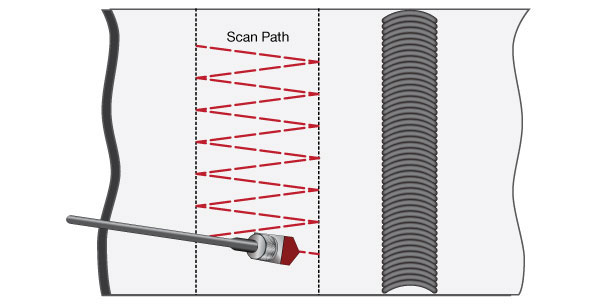
Преобразователь перемещается вперед и назад между точкой, соответствующей второму отрезку УЗ-пути верхней части сварного шва (левый предел на чертеже) и точкой, соответствующей первому отрезку УЗ-пути нижней части сварного шва(правый предел). Призма слегка наклонена в ту или иную сторону, и с каждым проходом индексируется примерно на половину ее ширины. Данная схема обеспечивает полный охват (сверху вниз) сканирования сварного шва и гарантирует отсутствие непокрытых участков в поперечном направлении; угловое расположение ПЭП позволяет выявлять шлаковые включения, пористость и другие несимметричные отражатели. Затем, сканирование выполняется с другой стороны сварного шва.
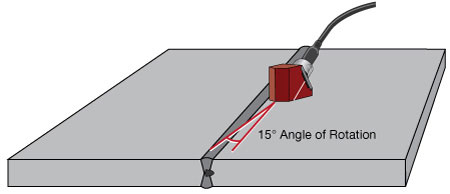
При обнаружении дефекта, может потребоваться дополнительное вращательное сканирование вокруг отражателя и по внешней дуге. Эти движения ПЭП позволяют определить тип отражателя, как описано в разделе 6.6.
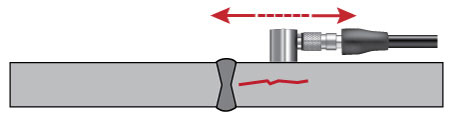
В некоторых случаях, может потребоваться сканирование вдоль оси сварного шва, с использованием слегка наклоненной внутрь призмы. Цель такого сканирования – идентификация поперечных трещин в зоне сварного соединения, которые могут остаться незамеченными при направлении луча перпендикулярно к шву. Сканирование также выполняется с двух сторон.
Финальным тестом является контроль прямым ПЭП зоны термического влияния (с обеих сторон сварного шва) для выявления возможных ламинарных трещин. В данном случае, обычно используется преобразователь с малой контактной площадью для обнаружения показаний перед донным эхо-сигналом.
Расположение в соответствии с верхней частью сварного шва
Как отмечалось выше, сканирование наклонным ПЭП сбоку от сварного шва требует перемещения преобразователя вперед-назад между точками, в которых луч достигает нижней (первый отрезок) и верхней части (второй отрезок) сварного шва. Соответствующие точки с каждой стороны сварного шва можно отметить линиями на поверхности контролируемых изделий. Можно также изготовить специальные модели для правильного позиционирования ПЭП, особенно в случае одноразового сканирования основания или верхней части сварного шва.
Иногда, при использовании широких призм для измерения относительно тонкого металла и больших сварных швов, невозможно расположить призму достаточно близко к шву для оптимизации отражения первого отрезка от корня шва. В таких случаях используется маленькая призма или специальная призма с наименьшим расстоянием приближения. Также, можно выполнить контроль второго и третьего отрезков УЗ-пути, вместо первого и второго, но данное решение не является оптимальным по причине эффектов затухания и рассеяния пучка.
Профилирование
При контроле наклонным ПЭП кольцевых и осевых сварных швов труб малого диаметра могут понадобиться профилированные призмы для обеспечения оптимального акустического контакта с контролируемой поверхностью. Использование профилированных призм рекомендуется в случаях, когда диаметр объекта настолько мал, что тяжело держать призму на поверхности объекта контроля в правильном положении, и/или когда изгиб трубопровода значительно ограничивает контактную зону призмы на выпуклой поверхности, или создает значительный зазор между призмой и вогнутой поверхностью объекта. Ниже представлены типы профилированных призм.
 AID (Осевой внутренний диаметр) |  AOD (Осевой наружный диаметр) |  CID (Кольцевой внутренний диаметр) |  COD (Кольцевой наружный диаметр) |