
ASM International est une société professionnelle à but non lucratif dont le mandat consiste à fournir des connaissances scientifiques, mécaniques et techniques à ses membres et à la communauté des sciences des matériaux. Dans ses laboratoires de formation et d’expérimentation, les membres de son équipe travaillent régulièrement avec des solutions d’inspection novatrices qui ont le potentiel d’améliorer l’assurance de la qualité dans le secteur manufacturier.
L’une des nouvelles applications sur lesquelles ils travaillent est la fusion laser sur lit de poudre, un procédé de fabrication additive dans le cadre duquel on utilise un laser pour souder un matériau en poudre afin de former un objet 3D. On peut voir ce procédé comme de l’impression 3D, mais pour des pièces de métal. L’un des aspects sur lesquels ASM International se penche actuellement est la façon d’évaluer la qualité des pièces imprimées en 3D.
Comment fonctionne la fusion laser sur lit de poudre?
Le processus commence avec un lit de poudre métallique déposé sur une base. Un laser très fin chauffe le matériau en poudre de façon sélective, soudant ensemble les particules de poudre. En créant des milliers de minuscules soudures – ou plus, selon la taille de la pièce – pour former de multiples couches et en éliminant la poudre non utilisée, les utilisateurs peuvent créer efficacement un objet métallique en 3D.
Le processus entier est commandé par ordinateur, et environ 200 paramètres doivent être définis adéquatement pour chaque pièce créée. Si ces paramètres ne sont pas correctement définis, des problèmes peuvent survenir pendant le processus de fabrication et la qualité des pièces peut diminuer grandement. Par exemple, si le système n’est pas réglé correctement, des vides ou de la porosité peuvent survenir. Ceux-ci peuvent affaiblir la pièce finale et faire en sorte que celle-ci se brise prématurément.
Il existe des technologies qui permettent d’évaluer la qualité des pièces produites par fusion laser sur lit de poudre. L’une des plus courantes est la tomographie par ordinateur. Cette technologie utilise des rayons X pour acquérir une série de tranches transversales d’une pièce. Ces tranches peuvent ensuite être reconstruites dans un rendu 3D, de sorte que les utilisateurs peuvent voir les caractéristiques internes et externes de la pièce. Bien que cette méthode soit efficace, elle prend beaucoup de temps si on l’utilise seule. Et dans le domaine de la fabrication additive, la vitesse et l’efficacité sont essentielles.
Expérimentation au moyen de la microscopie confocale à balayage laser
ASM détient dans son laboratoire un microscope confocal à balayage laser LEXT™ OLS5000 d’Olympus. Ce microscope est utilisé dans de nombreuses applications d’inspection pour mesurer la forme et la rugosité de surface d’un échantillon à l’échelle submicronique. Parmi les avantages qu’il offre, on compte sa vitesse, sa facilité d’utilisation, sa grande distance de travail et ses capacités d’imagerie précise.
Microscope LEXT OLS5000 dans le laboratoire d’ASM International
John Peppler, métallurgiste chevronné et gestionnaire de laboratoire chez ASM International, a utilisé le microscope OLS5000 pour accélérer le processus de fusion laser sur lit de poudre. Plus précisément, il s’est servi de ce microscope pour caractériser la forme des soudures, puis a comparé les résultats avec ceux de la tomographie par ordinateur.
Évaluation des pièces imprimées pour déceler les défauts
La couche supérieure de la pièce imprimée montre les soudures qui ont été effectuées. La forme des soudures et l’espace entre celles-ci sont très utiles dans la localisation et l’évaluation des défauts potentiels, et l’analyse de ces types de formes constitue l’une des forces du microscope OLS5000.
Alors que la configuration de l’évaluation d’un composant et la réalisation complète de celle-ci au moyen de la tomographie par ordinateur prennent environ 3 heures, il faut environ 1 heure avec le microscope OLS5000 pour balayer une zone de 3 mm × 3 mm afin d’évaluer la rugosité de surface. M. Peppler a aussi utilisé le microscope OLS5000 pour acquérir les mesures des profils linéaires simples de la pièce, et chacun de ces balayages n’a pris que quelques minutes à effectuer.
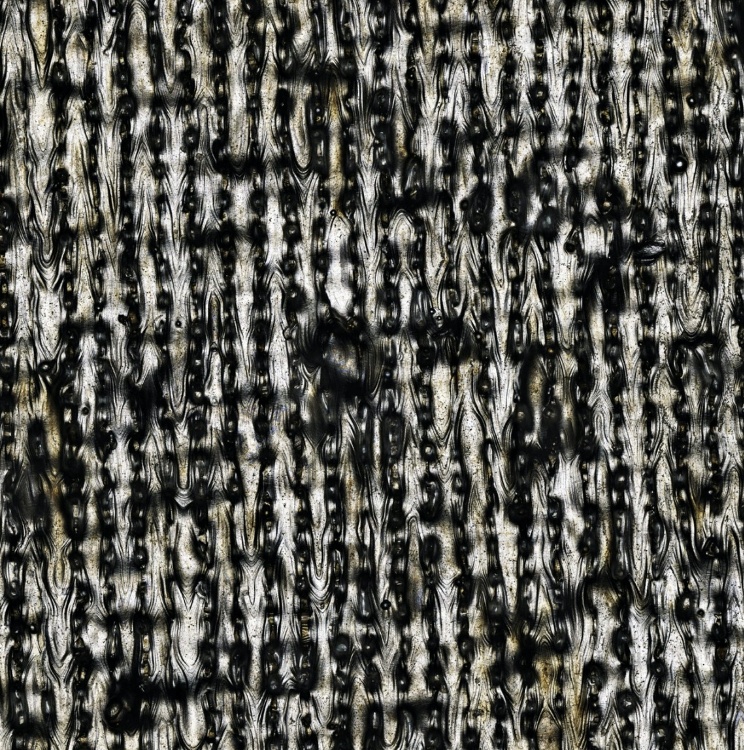 Image couleur de la zone de 3 mm × 3 mm saisie au moyen d’un objectif 50X à grande distance de travail | 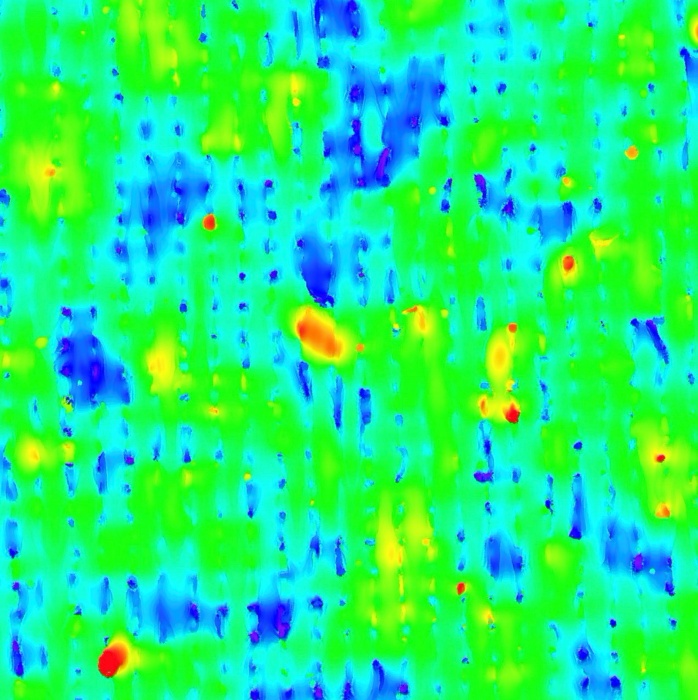 Cartographie de la hauteur de la même zone que dans l’image de gauche |
Bien que les données du microscope OLS5000 ne montrent pas la composition interne complète de la pièce, elles ont été efficaces pour évaluer les pointes et les creux présents à la surface de la pièce. Le microscope permet aux utilisateurs de voir les « creux » en prenant des mesures à une profondeur particulière sous la surface de la pièce, puis en affichant ces mesures. La cartographie fournie par le microscope laser peut potentiellement contribuer à améliorer la qualité des composants, car elle permet de s’assurer que le système de fusion laser sur lit de poudre fonctionne correctement. Si, par exemple, il y a de grandes espaces vides entre les soudures sur la couche supérieure qui ne sont pas supposés être présents, on peut raisonnablement présumer qu’il y en a aussi à l’intérieur de la pièce. L’intégrité de celle-ci devrait donc être vérifiée par tomographie par ordinateur.
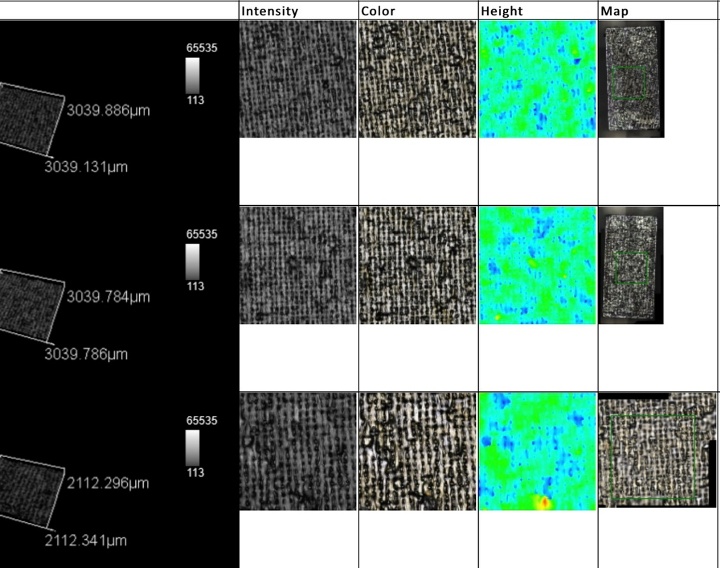
Images acquises au moyen d’un microscope OLS5000 et créées à partir de trois balayages d’une région de 3 mm × 3 mm, montrant l’intensité, la couleur, la cartographie de la hauteur et la zone balayée sur la vue d’ensemble
Réglage précis du système de fusion laser sur lit de poudre
Le microscope OLS5000 a des capacités de mesure rapide de la rugosité linéaire qui peuvent être utiles pour régler correctement le système pendant la configuration. Chaque appareil de fusion laser sur lit de poudre comporte un ensemble de paramètres qui doivent être correctement réglés pour produire les meilleures pièces possible. Puisque le réglage de ces paramètres se fait par essais et erreurs, l’utilisation de solutions de contrôle rapides pouvant accélérer le processus est essentielle.
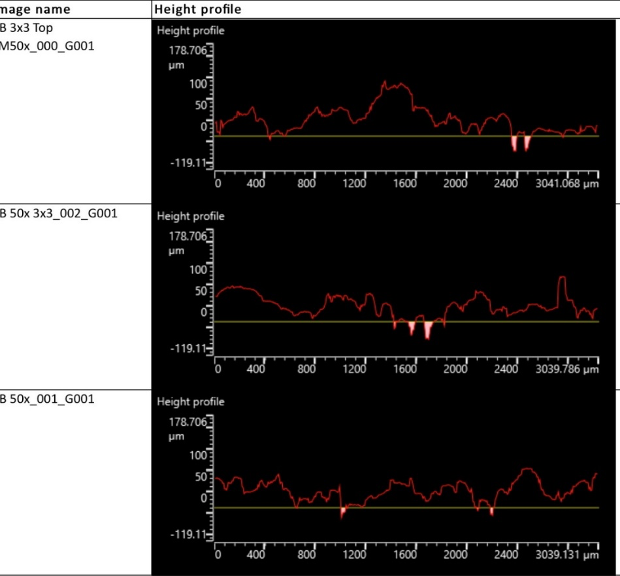
Profils de hauteur linéaires acquis à partir de soudures créées par fusion laser sur lit de poudre. Les creux entre les soudures adjacentes sont considérablement plus profonds que la couche supérieure, ce qui indique un défaut.
Il est nécessaire de déterminer notamment le nombre, l’emplacement et la profondeur des creux se trouvant dans la pièce. La haute résolution et l’approche de mesure laser sans contact du microscope permettent à l’utilisateur de connaître précisément la profondeur des creux – aussi peu profonds soient-ils – entre les soudures. M. Peppler espère qu’en créant une cartographie des balayages linéaires, il pourra concevoir un outil qui aidera les fabricants à régler avec précision leurs appareils de fabrication par fusion laser sur lit de poudre, et ce, non seulement pour la forme des objets, mais aussi pour leur solidité interne. Bien que le microscope OLS5000 ne puisse pas remplacer la tomographie par ordinateur, il peut s’avérer essentiel pour rendre les processus de configuration et d’assurance de la qualité plus efficaces.
Conclusion
La fusion laser sur lit de poudre et les techniques de fabrication additive semblables gagnent rapidement en popularité. Pour de nombreux fabricants, la possibilité d’imprimer des pièces métalliques 3D ayant des formes et des géométries complexes sans devoir effectuer de forgeage ou de broyage est attrayante. Toutefois, à mesure que des techniques de fabrication de pointe sont élaborées, elles doivent être soutenues par des technologies d’inspection perfectionnées. Olympus et ASM International collaborent pour contribuer à cet enjeu et combinent ainsi de l’équipement perfectionné à des formateurs et chercheurs qualifiés qui unissent leurs efforts pour trouver des solutions aux problèmes émergents.
Contenu connexe
Inspection of the processed shape of expanded metal
Contactez-nous
