Background
High-density polyethylene (HDPE) piping has been used in place of steels in the petrochemical, power, and mining industries due to its exceptional resistance to corrosion and erosion. Recently, HDPE has also been used for nuclear safety-related cooling water applications. The application of nuclear quality assurance requirements requires reasonable assurance that the production fusion joint is sound. Ultrasonic time-of-flight-diffraction (TOFD) inspection of fusion joints is an easily employed nondestructive examination tool that can be used to provide additional assurance of fusion-joint integrity.
Problem
The HDPE joint process is typically subject to the following flaws: lack-of-fusion, cold fusion (partial bond), inclusions (embedded), and voids. There is currently no consensus in the industry as to the nature and size of rejectable flaws; however, nondestructive examination is often requested to detect these conditions.
HDPE material has some specific characteristics that make its inspection difficult. Its acoustic impedance and sound velocity is similar to the materials commonly used in ultrasound wedges, which makes it difficult to achieve appropriate refraction of sound at the interface. In addition, coupling between the Rexolite wedges and the material can be difficult to achieve. Also, HDPE material is very attenuative as compared with metals, which often prohibits the use of higher ultrasonic
frequencies. It also exhibits a natural high-frequency filtering effect. To overcome these hurdles, low-frequency probes mounted on TOFD Water Wedges are used.
 |
| Cross section of an HDPE fusion joint |
Equipment
The following equipment is used for the inspection:
- OmniScan TOFD capable unit
- Panametrics C542-SM or C546-SM Centrascan (6.25 mm or 0.246 in. element dia.; 2.25 MHz and 3.5 MHz frequencies)
- TOFD (ST1) 60L Water Wedges
- 1 CHAIN scanner Semi-automatic Scanner
- 1 CFU-03 or comparable water delivery system
Optional Equipment
- Panametrics Preamplifier Model 5682 (500 kHz-30 MHz/30 dB)
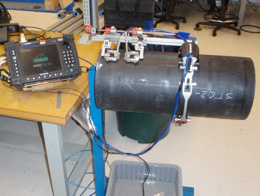 |
| Inspection setup |
 |  |  |
| Water Wedges |
Typical procedure
A conventional TOFD procedure is used for the inspection of HDPE, with the following specifications:
- The probe centering spacing (PCS) is adjusted to provide beam cross at 66% of the thickness. Additional configurations are recommended on thick-wall pipes to improve detection near the OD or ID surfaces.
- The probe assembly is mounted on the Chain scanner.
- Electronic gain on the OmniScan is adjusted to set the lateral wave (LW) signal at 60%.
- The CHAIN scanner is mounted on the pipe, and the inspection is performed in one rotation.
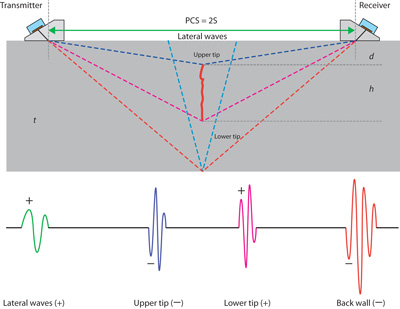
Time-of-flight diffraction pattern of butt-fusion joint HDPE
Results
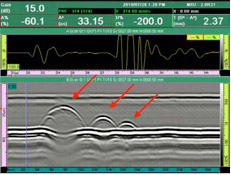
The screen capture below, with A-scan and circumferential B-scan images, shows the results on a 25 mm (1 in.) thick HDPE sample with ID calibration cuts ranging in depth from 11.6 mm (0.456 in.) to 2.9 mm (0.114 in.). The three inserted cuts are detected clearly with a good signal-to-noise ratio.
The following screen capture clearly shows the presence of voids and/or contaminants in the16 mm (0.629 in.) -thick HDPE butt-joint of a 150 mm (5.9 in.) diameter pipe.
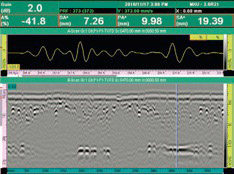
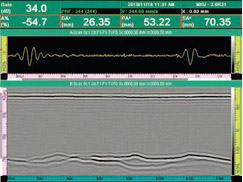
This image is indicative of a poor bonding condition at the inner wall through almost the entire diameter of a 54-mm (2.125 in.) -thick HDPE butt-joint of a 450 mm (17.716 in.) diameter pipe.
Conclusion
Use of TOFD in conjunction with the OmniScan and other appropriate tools has shown to be a valid method for nondestructive inspection of HDPE butt-fusion joints. While the nuclear industry continues to evolve with respect to detecting rejectable flaws, further studies and trials continue with the use of ultrasound phased array.





