
Přehled způsobů použití pro kontroly šroubů
Šrouby jsou náchylné k různým vadám. Některé vady se projeví při montáži, jiné při provozu anebo při výrobě. Zjišťování vad šroubů pomáhá zvýšit bezpečnost strojů a zařízení a prodloužit životnost těchto součástí.
Řešení, která používají kruhovou phased array sondu přizpůsobenou na míru
Ultrazvukové zkoušení technikou Phased Array (PAUT) umožňuje inspektorům provádět nejenom vysokorychlostní elektronické skenování bez nutnosti posuvu sondy, ale také jim umožňuje řídit charakteristiky paprsku pro zlepšení výsledků kontroly. Kontroly s jednoduchou elektronicky ovládanou phased array sondou umožňují multiúhlovou inspekci, čímž nabízí větší flexibilitu při kontrole částí se složitými geometrickými profily.
V tomto krátkém článku popíšeme několik zkoušek, při kterých jsme použili defektoskop OmniScan™ X3 a kruhovou array sondu (5D26-12-64) přizpůsobenou na míru, abychom vám předvedli účinnost tohoto zařízení při zjišťování vad šroubů a podobně tvarovaných částí.
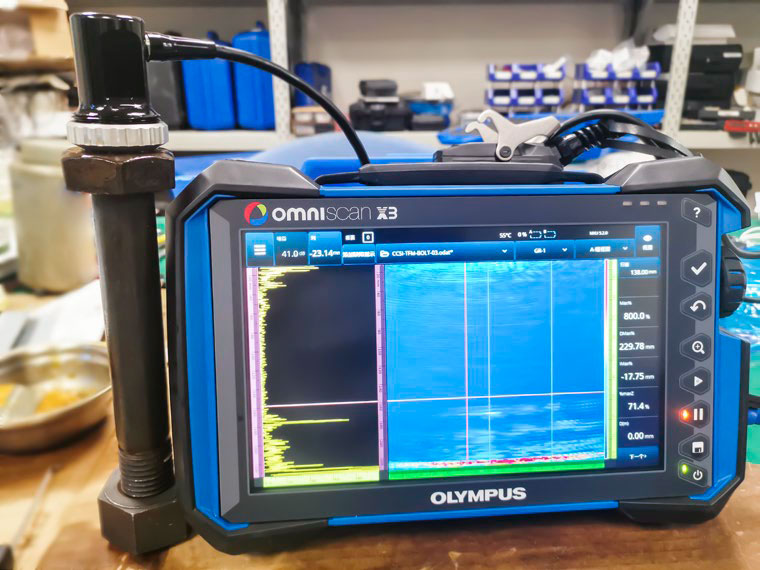
Obrázek 1. Defektoskop OmniScan X3 připojený ke kruhové array sondě, umístěné na šroubu

Obrázek 2. Obvyklá kruhová array sonda 5D26-12-64 (nahoře) a schéma distribuce elementu (dole)
Technické parametry kruhové array sondy přizpůsobené na míru
Vnější průměr: 26 mm
Vnitřní průměr: 12 mm
Elementy: 64
Celková aktivní apertura:
Vnější obvod: 81,68 mm
Vnitřní obvod: 37,69 mm
Vnější rozteč: 1,276 mm
Vnitřní rozteč: 0,5889 mm
Kóta: 14 mm
Obrázek 3. Zkušební vzorek ve tvaru šroubu s mechanicky vytvořenými vadami. Zkušebním vzorkem je šroub s mechanicky vytvořenými vadami, konkrétně s drážkami s hloubkou 1 mm umístěnými ve vzdálenosti 20 mm (od místa, kde se hlava šroubu setkává se šroubem), 80 mm a 140 mm od horního povrchu hlavy šroubu.

Zkoušení výkonnosti různých vysílacích sekvencí s pomocí kruhové phased array sondy
Vyslání z osmi elementů phased array sondy současně
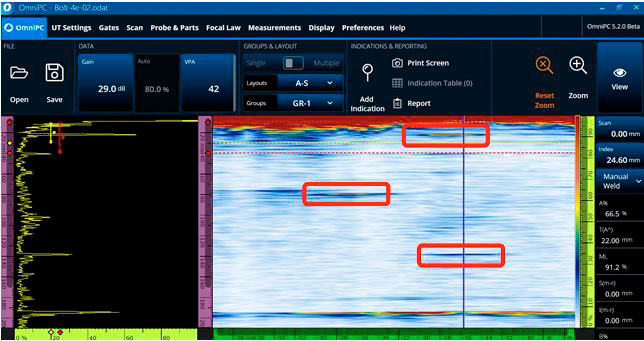
Následující snímky obrazovky (Obrázky 4-6) displeje defektoskopu OmniScan X3 zobrazují výsledky zkoušek tří vad v případě, kdy byl z kruhové array sondy vyslán signál z osmi elementů. Byla použita technika lineárního skenování se sondou v neměnné pozici na hlavě šroubu.
Sekvence vyslání: 1-8, 2-9, 3-10,…57-64
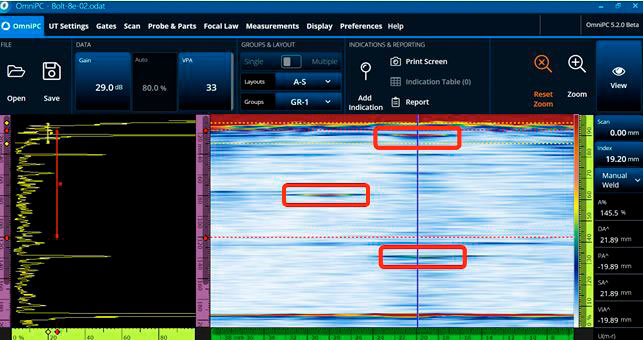
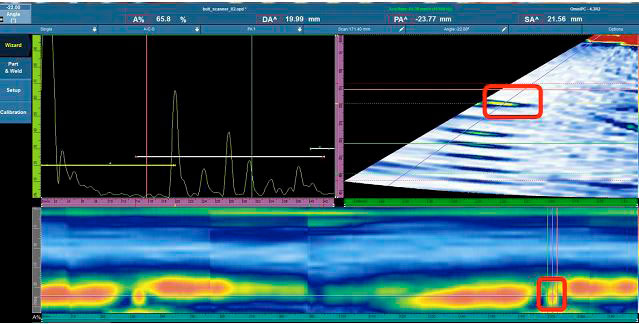
Obrázek 4. U vady (rýha), která se nacházela ve vzdálenosti 20 mm od horní plochy (kde se hlava šroubu setkává se šroubem), činila naměřená hloubka 21,89 mm.
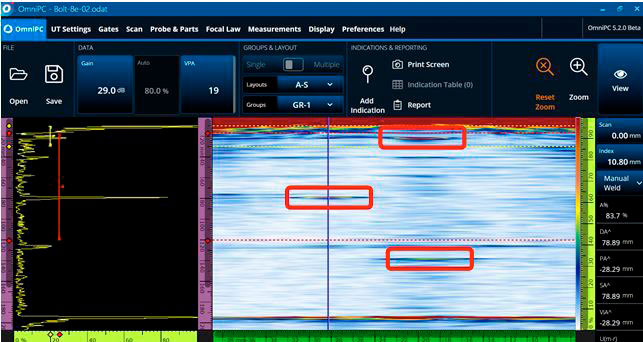
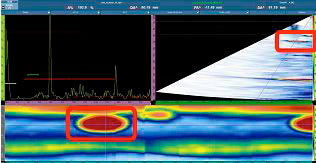
Obrázek 5. U vady (rýha), která se nacházela ve vzdálenosti 80 mm od horní plochy, činila její naměřená hloubka 78,89 mm.
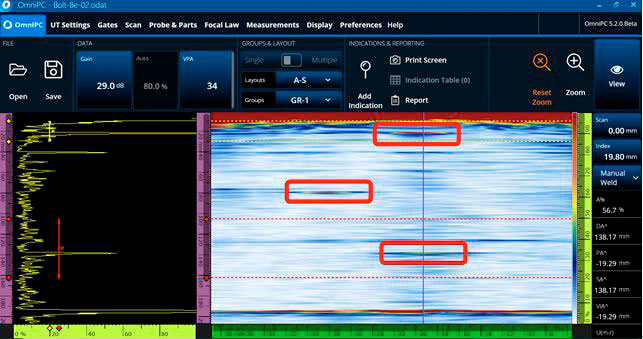
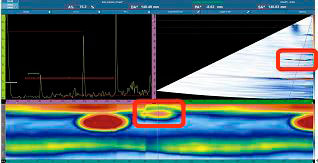
Obrázek 6. U vady (rýha), která se nacházela ve vzdálenosti 140 mm od horní plochy, činila její naměřená hloubka 138,17 mm.
Vyslání ze čtyř elementů phased array sondy současně
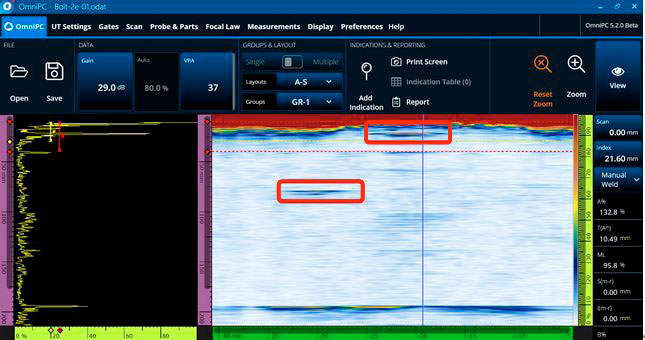
Dále jsme současně vyslali pouze ze čtyř prvků, přičemž všechny ostatní podmínky zůstaly stejné. Výsledky zkoušek, které jsme získali, jsou uvedeny v Obrázku 7.
Sekvence vyslání: 1-4, 2-5, 3-6,…61-64
Obrázek 7. Signály z mělčích vad (rýh), které se nacházejí ve vzdálenosti 20 mm a 80 mm od horního povrchu, jsou silné a indikace jasné, zatímco signál u vady (rýhy), která se nachází ve vzdálenosti 140 mm, je slabší.
Vyslání ze dvou elementů phased array sondy současně
Pokud jsme současně vyslali pouze ze dvou elementů, signál z vady, která se nacházela ve vzdálenosti 140 mm od horního povrchu hlavy šroubu, byl téměř nezjistitelný (viz Obrázek 8).
Sekvence vyslání: 1-2, 2-3, 23-4,…63-64
Obrázek 8: Při použití dvou elementů byl signál z vady, která se nacházela ve vzdálenosti 140 mm od horního povrchu, téměř nezjistitelný.
Vyslání ze šestnácti elementů phased array sondy současně
Naopak: pokud jsme současně vyslali signál ze šestnácti elementů, byl signál z vady, která se nacházela ve vzdálenosti 140 mm od horního povrchu hlavy šroubu, zobrazen zřetelněji. Šestnáct elementů avšak bylo uspořádáno kruhově, čímž se vytvořilo rozpětí velkého oblouku, takže se elementy nezaměřily efektivně a tím pádem došlo k protažení a zesílení signálu. To je opak toho, co se obvykle stane, pokud se použije lineární array sonda.
Sekvence vyslání: 1-16, 2-17, 3-18,…49-64
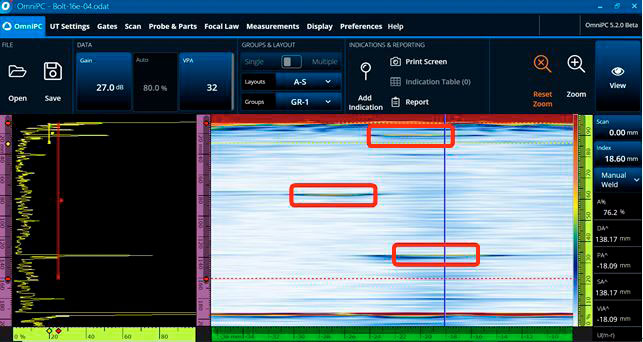
Obrázek 9: Výsledky zkoušky, získané při současném vyslání ze šestnácti elementů.
Vyslání ze třiceti dvou elementů phased array sondy současně
Poté jsme se pokusili vyslat současně ze třiceti dvou elementů, tzn. polovinu všech elementů, tvořících polovinu kruhu. Protože těchto třicet dva elementů bylo uspořádáno do polokruhového oblouku a nikoliv do přímky v horizontální úrovni, akustický paprsek se nemohl zaměřit, čímž vznikly silně zdeformované signály, a bylo tak téměř nemožné najít signál pro vadu, která se nacházela ve vzdálenosti 140 mm od horního povrchu hlavy šroubu (viz Obrázek 10).
Sekvence vyslání: 1-32, 2-33, 3-34,…33-64
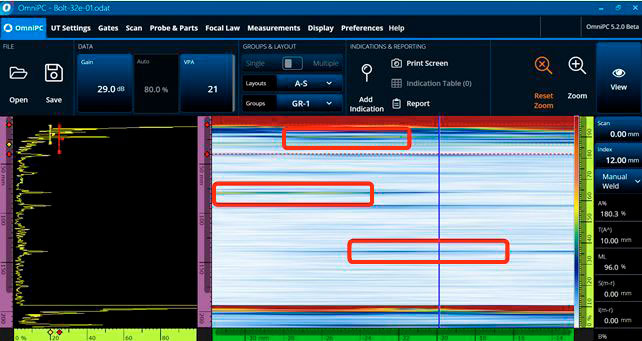
Obrázek 10: Výsledky zkoušky, získané při současném vyslání ze třiceti dvou elementů.
Závěry týkající se výsledků, které jsme získali s pomocí kruhové phased array sondy
Na základě výsledků experimentu, který jsme popsali výše, jsme došli k následujícímu:
- Při kontrole šroubů je možné získat relativně lepší výsledky zkoušky v případě současného vyslání z osmi elementů.
- Pokud současně vyšleme z méně než osmi elementů, akustický paprsek materiálem dostatečně nepronikne, čímž se v případě hlubších vad sníží kvalita detekce.
- Pokud naopak současně vyšleme z více než osmi elementů, dojde ke snížení schopnosti fokusace (zaostřování), jelikož se tyto elementy nenacházejí v přímce. Výsledkem bude protažení a zesílení signálu.
Srovnání použití lineární array sondy pro provedení phased array sektorového skenování
Účelem této zkoušky bylo poskytnout srovnání výkonu kruhové phased array sondy s typickou lineární phased array sondou (Obrázek 11).
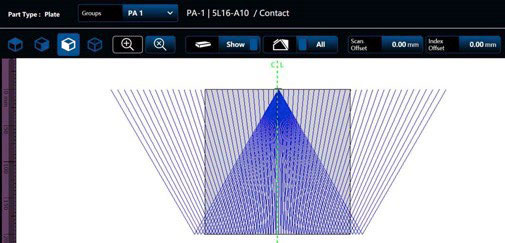
Obrázek 11. Schéma paprsku u lineární array sondy na defektoskopu OmniScan X3
V případě, že jsme použili lineární array sondu a techniku sektorového skenování, tak se nám na šroubu podařilo zjistit všechny vady. Bylo však nutné podniknout dodatečné kroky. Ke zjištění vady, které se nacházela ve vzdálenosti 20 mm od horního povrchu hlavy šroubu, jsme museli použít klín, který zvýšil úhel incidence paprsku. Navíc se signály z této vady a signály z hrany spodního povrchu hlavy šroubu nacházely příliš blízko u sebe a nebylo možné je rozlišit (Obrázek 12).
Obrázek 12. Sken výsledků pro vadu, která se nacházela ve vzdálenosti 20 mm od horního povrchu hlavy šroubu.
Ke zjištění vad, které se nacházely ve vzdálenosti 80 mm a 140 mm od horního povrchu hlavy šroubu, jsme museli použít sondu bez klínu, abychom předešli vzniku vlastních ozvěn, které by výsledky zkoušky zkreslily. Obrázek 13 zobrazuje skeny vad, které se nacházely ve vzdálenosti 80 mm a 140 mm od horního povrchu hlavy šroubu. Měli bychom však zmínit, že po zjištění první vady jsme museli sondu otočit, abychom mohli zjistit další vadu.
Obrázek 13. Výsledky pro vady, které se nacházely ve vzdálenosti 80 mm (nalevo) a 140 mm (napravo) od horního povrchu hlavy šroubu.
Výhody obvyklé kruhové phased array sondy
Tento experiment ukázal, že kruhová array sonda přináší ve srovnání s lineární array sondou níže uvedené jedinečné výhody:
- Kruhová array sonda je schopná zjistit vady, které se nacházejí v nejrůznějších úhlech bez toho, že by bylo nutné sondu otáčet, zatímco lineární sondu je nutné otočit o nejméně 180 stupňů, aby bylo možné zjistit vady, nacházející se v nejrůznějších úhlech.
- Kruhová array sonda je schopná zjistit podpovrchové vady v místech, kde se stýká hlava šroubu se šroubem, bez nutnosti použití klínu, zatímco lineární array sonda vyžaduje použití klínu, který zvětší úhel vychýlení, aby byla tato sonda schopná v dané oblasti zjistit podpovrchové vady.
Na základě výsledků se také domníváme, že kruhová array sonda poskytne dobré výsledky u šroubů s otvorem ve středu, ale že paprsky lineární array sondy mohou být tímto rysem narušeny, a tak nebude možné vady zjistit. Provedeme další experimenty na skutečných šroubech s otvorem ve středu, abychom validovali výhody kruhových array sond u těchto typů šroubů.
