O drsnosti povrchu
Jak definovat drsnost povrchu
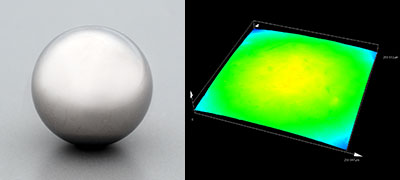
Drsnost povrchu indikuje stav zpracovaných povrchů. Stav povrchu je určen vizuálním vzhledem a hmatovým dojmem. Vezměte v úvahu následující příklady:
- Povrch připravený třením hrubého abraziva lze popsat jako povrch s hrubou strukturou
- Povrch připravený CNC obráběním by se dal popsat jako matný a hladký
- Povrch připravený pomocí lapovacího stroje by mohl být popsán jako povrch se zrcadlovou úpravou
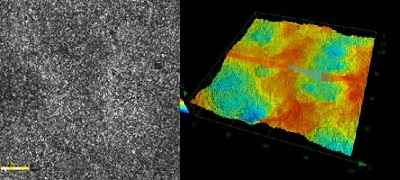
Rozdíly ve vzhledu i struktuře jsou odvozeny od topografických změn, neboli nepravidelnosti, na povrchu objektu. Jedná se o stále důležitější charakteristiku, kterou je pro účely zajištění kvality třeba sledovat a kvantifikovat.
Tyto nepravidelnosti určují drsnost povrchu. Drsnost povrchu vyjadřuje stav povrchu na číselné stupnici a nezávisí na vizuálním nebo hmatovém vjemu. Několika měřeními povrchu, jako je výška vrcholu a hloubka sedla, lze určit jednotlivé hodnoty drsnosti povrchu (například Sa, Sq a Sz) a jejich vzájemné vztahy a vytvořit kvantitativní definici kvality povrchu.
- > Chcete-li se dozvědět více o parametrech drsnosti povrchu, navštivte naše zdroje pro parametry profilu a plošné parametry.
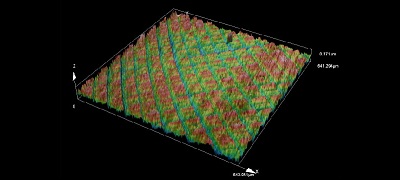
Povrchové nepravidelnosti na dílech a materiálech vznikají buď neúmyslně, nebo v důsledku různých vlivů, například v důsledku vibrací řezných nástrojů, zadření použité hrany nebo fyzikálních vlastností materiálu. Nepravidelnosti mají různé velikosti a tvary a překrývají se v mnoha vrstvách; konkávnost/konvexnost ovlivňují kvalitu a funkčnost povrchu objektu.
V důsledku tak mají nepravidelnosti vliv na funkčnost výsledného výrobku. V případě smontování dílů do jednoho celku ovlivňují vlastnosti povrchu vlastnosti konečného výrobku, včetně tření, odolnosti, provozní hlučnosti, spotřeby energie a vzduchotěsnosti. Vlastnosti povrchu mají vliv také na takové vlastnosti výrobku, jako je schopnost povrchu uchovat inkoust, pigment nebo lak.
Proč je potřeba drsnost povrchu měřit?
Míra jednotlivých vlastností a jejich konfigurace mají významný vliv na kvalitu a funkčnost zpracovaných povrchů a funkčnost konečného výrobku. Proto je ke splnění požadavků na vysokou funkčnost koncových výrobků daných příslušnými normami nutné drsnost povrchu měřit.
Jak měřit drsnost povrchuNepravidelnosti povrchu se měří pomocí klasifikace výšky, hloubky a intervalů charakteristik povrchu za účelem vyhodnocení jejich konkávnosti a konvexnosti. Výsledky se pak analyzují podle předem stanovených metod a provádí se výpočet podle průmyslových kvantifikací. Přínosný nebo nepříznivý vliv na drsnost povrchu se určuje na základě velikosti a tvaru nepravidelností s ohledem na použití výrobku. Úroveň drsnosti je nutné řídit podle požadované kvality a funkčnosti povrchu. Měření drsnosti povrchů a vyhodnocení jejich drsnosti je starý koncept s mnoha zavedenými parametry, udávajícími různá kriteria drsnosti. Pokrok v oblasti technologií zpracování a zavádění pokročilých měřicích nástrojů umožňují vyhodnocovat rozličné aspekty drsnosti povrchu. | 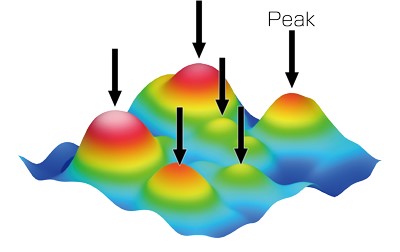 |
- > Chcete-li se dozvědět více o normalizaci drsnosti, navštivte náš zdroj pro mezinárodní standardizaci.
Způsoby měření drsnosti povrchu
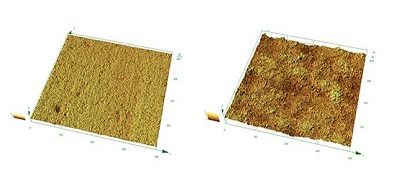
Potřeba měření drsnosti povrchu součástí a průmyslových výrobků a kvalitativní správy výsledných dat roste s rozvojem nanotechnologií a vyššími nároky na funkčnost a menšími rozměry elektronických zařízení. Běžné stylusové drsnoměry jsou navrženy tak, aby získávaly informace o výšce prostřednictvím mechanického kontaktu s měřeným povrchem. Tato zařízení mohou obecně měřit výšku povrchu, charakteristiky a stav povrchové úpravy.
Neustálé zlepšování výrobních procesů ale vede k tomu, že roste počet měkkých vzorků, jako jsou fólie, a povrchových charakteristik, které jsou menší než hrot stylusové sondy. Tyto materiálové pokroky vedou k poptávce po bezkontaktních a nedestruktivních technikách měření, od lineárního měření až po přesné plošné měření.
K uspokojení potřeb měření drsnosti povrchu na úrovni nanometrů byly jako nástroje na měření drsnosti povrchu vyvinuty laserové mikroskopy, které jsou schopné poskytnout přesné, bezkontaktní 3D měření drsnosti povrchu u vzorku za běžných podmínek okolního prostředí.
- > Další informace o těchto technikách naleznete v našem zdroji pro metody měření drsnosti povrchu.
Odborná terminologie pro drsnost povrchu
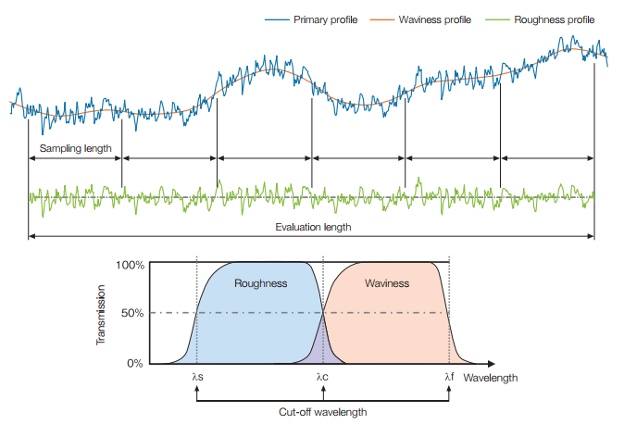
Primární profilová křivka: profilová křivka získávaná aplikací filtru typu dolní propusť s mezní hodnotou λs na měřený primární profil.
Profil drsnosti: profilová křivka odvozená od primárního profilu potlačením složek s nejdelší vlnovou délkou za použití filtru typu horní propusť s mezní hodnotou λc.
Profil vlnovitosti: profilová křivka získaná postupným použitím profilových filtrů s mezními hodnotami λf a λc na primární profil.
Délka oblasti odebírání vzorku: délka ve směru měřené osy, která se používá k určování charakteristik profilu.
Délka vyhodnocované oblasti: délka ve směru měřené osy, která se používá ke zhodnocení vyhodnocovaného profilu.
Koncepční nákres plošné metody
- > Chcete-li se dozvědět více o měření drsnosti povrchu, navštivte náš zdroj pro základy hodnocení drsnosti povrchu.
Získejte další informace o měření drsnosti povrchu> Parametry pro profilovou metodu (lineární drsnost)> Parametry pro plošnou metodu (plošná drsnost)> Vyhodnocování parametrů drsnosti> Metody měření drsnosti povrchu> Mezinárodní normalizace> Glosáře technické terminologie> Základy vyhodnocování drsnosti povrchu za použití laserové mikroskopie | Stáhněte si průvodce měřením drsnosti
|

|  |
Výhody použití mikroskopu OLS5100 k měření drsnosti povrchu |
|
|
|
Zobrazit podrobné informace o produktu
Oblasti použitíPraktická řešení z oblasti měření drsnosti povrchu |
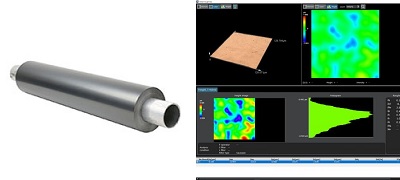
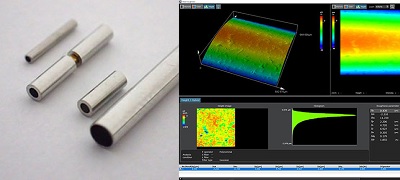
Poznámka k oblasti použití Vyhodnocování drsnosti povrchu vnitřní plochy vodicího rámu / měření drsnosti povrchu v mikroskopickém rozsahu pomocí laserového mikroskopu |
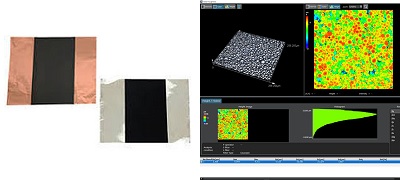
Poznámka k oblasti použití Měření drsnosti povrchu kolektoru elektrického proudu lithium-iontových akumulátorů |
Poznámka k oblasti použití Měření drsnosti elektrod lithium-iontových akumulátorů pomocí laserového mikroskopu |
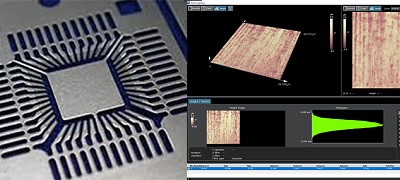
Poznámka k oblasti použití Měření drsnosti povrchu kontaktní plošky montážního rámečku integrovaného obvodu |
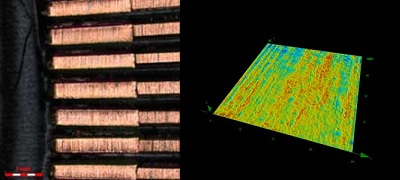
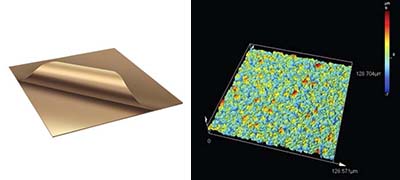
Poznámka k oblasti použití Povrchová drsnost měděných fólií pro 5G desky plošných spojů |
Poznámka k oblasti použití Měření drsnosti povrchu kuličkových ložisek pomocí laserového konfokálního mikroskopu Olympus OLS5000 |
Poznámka k oblasti použití Měření drsnosti posuvných kovových povrchů pomocí laserového konfokálního mikroskopu Olympus OLS5000 |
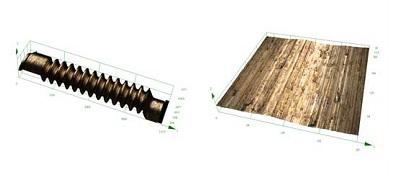
Poznámka k oblasti použití Měření tvaru a drsnosti povrchu šroubů / měření drsnosti povrchu pomocí laserového mikroskopu |
Poznámka k oblasti použití Vyhodnocení profilu povrchu pro žárové nanášení povlaku / měření drsnosti povrchu pomocí laserového mikroskopu |
Poznámka k oblasti použití Drsnost vnitřní/vnější stěny kovové trubky |
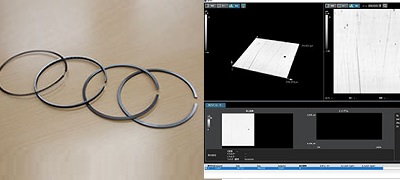
Poznámka k oblasti použití Vyhodnocování drsnosti bočního povrchu pístních kroužků |
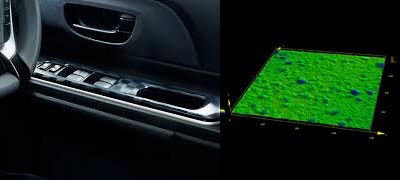
Poznámka k oblasti použití 3D vyhodnocování lisování dveřních spínačů automobilů pomocí laserového mikroskopu LEXT OLS5000 |
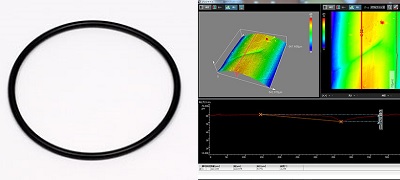
Poznámka k oblasti použití Měření profilu povrchu olejových těsnění pomocí laserového mikroskopu |
Poznámka k oblasti použití Měření drsnosti povrchu segmentu vačkové hřídele |
Poznámka k oblasti použití Měření drsnosti zubů převodů pro ekologické automobily |
Poznámka k oblasti použití Hodnocení antireflexních vlastností krytu tachometru s vysokou přesností pomocí laserového skenovacího 3D mikroskopu |

Poznámka k oblasti použití Použití našeho laserového konfokálního mikroskopu LEXT™ OLS5000 k měření povrchové drsnosti kovové části zubních implantátů |
Poznámka k oblasti použití Měření drsnosti vnitřních stěn zdravotnických hadiček |
Poznámka k oblasti použití Měření drsnosti povrchu nerezové oceli / měření drsnosti mikropovrchu pomocí laserového mikroskopu |
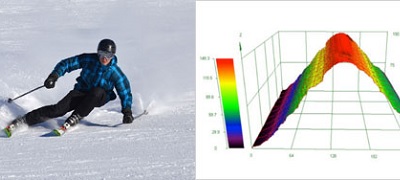
Poznámka k oblasti použití Možnosti získání náskoku: Konstrukce a vývoj zařízení určeného k provádění 3D měření hran lyží |
Blog Statická elektřina a drsnost povrchu fólií: experiment |
Blog Vodoodpudivost a drsnost povrchu fólií: příklad s víčkem od jogurtu |

Zobrazit další poznámky k použití |