
螺栓检查应用概述
螺栓容易出现各种缺陷,有些是在安装、使用或制造过程中出现的。 检测螺栓中的缺陷有助于提升机械设备的使用安全以及提高这些零部件的使用寿命。
使用定制相控阵环形超声探头技术的解决方案
相控阵超声检测(PAUT)技术不仅使检查员能够在不移动超声探头的情况下执行高速电子扫描,而且还能够控制波束特性,以提高检测性能。 单个电子控制的相控阵超声探头可实现多角度检测,在面对复杂几何体的时候检测更具有灵活性。
在本应用说明中,我们介绍了使用OmniScan X3探伤仪和定制环阵(5D26-12-64)超声探头进行的几项测试,以证明该设备在检测螺栓和类似形状零件缺陷方面的效率。
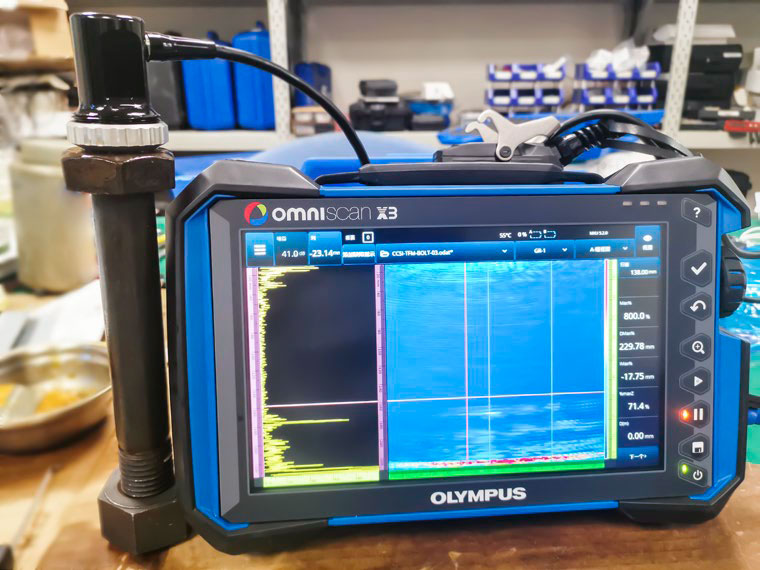
图1. OmniScan X3探伤仪与螺栓上的环阵探头相连

图2. 定制5D26-12-64环阵探头(顶部)和晶片分布模式(底部)
定制环阵探头的规格
外径:26 mm
内径:12 mm
晶片:64
总有效孔径:
外周长:81.68 mm
内周长:37.69 mm
外螺距:1.276 mm
内螺距:0.5889 mm
高度:14 mm
图3. 存在机加工缺陷的螺栓试块。 该螺栓试块带加工刻槽缺陷,刻槽位置为距螺帽表面20 mm(在螺帽与螺杆交界处),80 mm,140 mm,刻槽深度1 mm。

使用相控阵环形探头测试各种发射序列性能
同时发射PA探头的八个晶片
OmniScan X3探伤仪显示屏的以下屏幕截图(图4-6)显示了环阵探头发射8个晶片时三个缺陷的测试结果。 采用线性扫描技术,探头固定在螺帽上。
发射顺序:1-8、2-9、3-10、…57-64
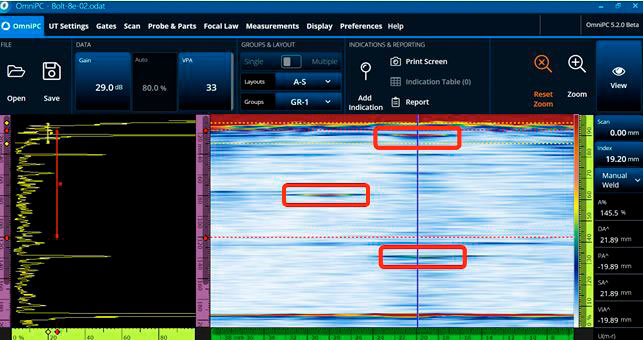
图4. 对于距离上表面(螺帽与螺杆连接区域)20 mm处的缺陷(刻槽),其检测深度为21.89 mm。
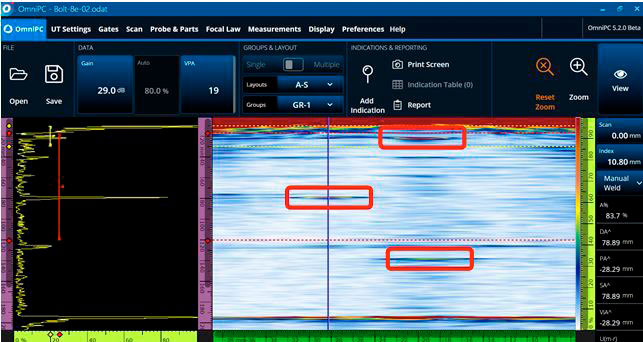
图5. 对于距离上表面80 mm处的缺陷(刻槽),其检测深度为78.89 mm。
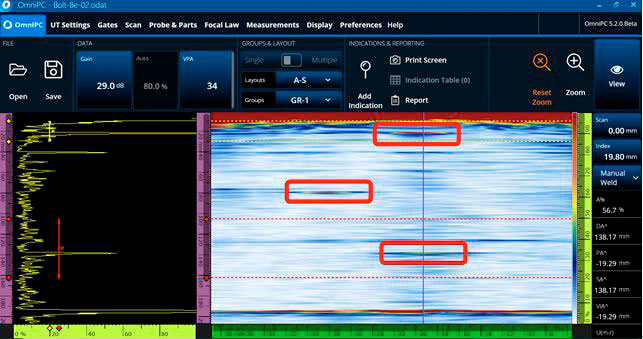
图6. 对于距离上表面140 mm处的缺陷(刻槽),其检测深度为138.17 mm。
同时发射PA探头的四个晶片
接下来,我们一次只激发了4个晶片,其他条件保持不变。 我们获得的测试结果如图7所示。
发射顺序:1-4、2-5、3-6、…61-64
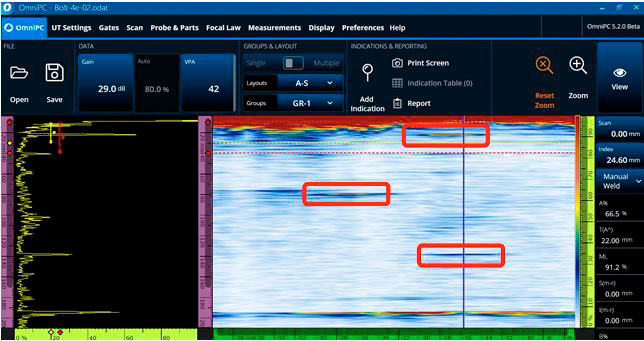
图7. 距离上表面20 mm和80 mm处较浅缺陷(刻槽)的信号较强,指示清晰,而140 mm处缺陷(刻槽)的信号较弱。
同时发射PA探头的两个晶片
当我们将一次发射晶片的数量减少至2个,此时几乎无法发现140 mm处的缺陷信号(请见图8)。
发射顺序:1-2、2-3、23-4、…63-64
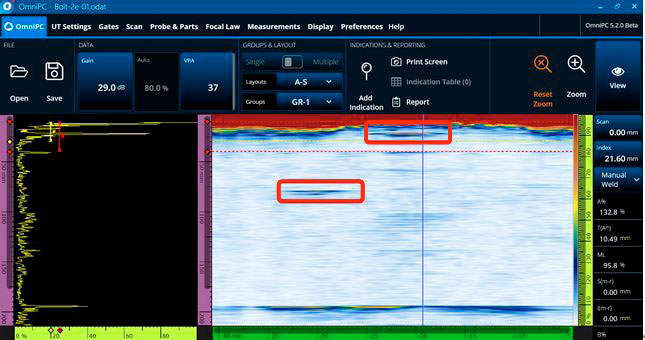
图8:使用两个晶片几乎无法检测到距离上表面140 mm处的缺陷信号。
同时发射PA探头的十六个晶片
反之,如果将一次激发晶片的数量增加至16个,可以看到140 mm处的缺陷信号更加清晰。 然而,由于16个晶片呈圆形排列,因此跨越了一个大弧线,它们没有有效聚焦,因此信号被拉长放大。 这与使用线阵探头时通常发生的情况相反。
发射顺序:1-16、2-17、3-18、…49-64
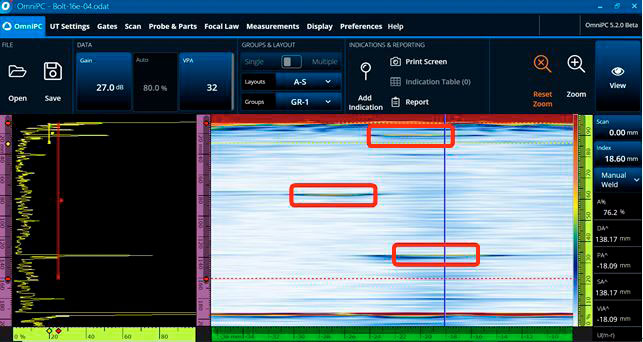
图9:增加至16个晶片的检测结果。
同时发射PA探头的三十二个晶片
然后我们尝试同时发射32个晶片,也就是说,所有晶片的一半形成一个半圆。 由于这32个晶片呈半圆弧排列,且不是沿水平面呈直线,因此声束无法聚焦,从而导致信号严重失真,几乎不可能找到距螺帽表面140 mm处缺陷的信号(请见图10)。
发射顺序:1-32、2-33、3-34、…33-64
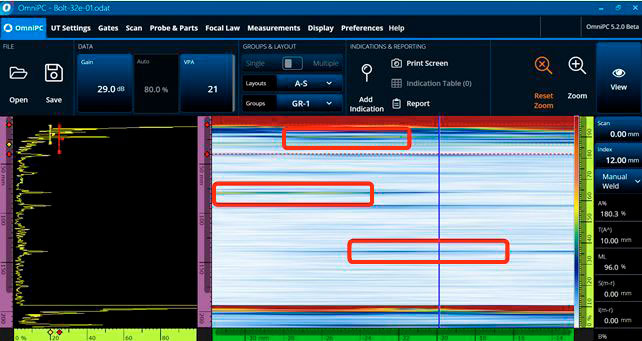
图10:同时激发32个晶片的检测结果。
关于相控阵环形探头结果的结论
基于上述试验结果,我们得出以下结论:
- 当同时激发8个晶片进行螺栓检查时,可以获得相对较好的试验结果。
- 当同时激发的晶片少于8个时,声束的穿透力较弱,从而降低了深层缺陷的检测性能。
- 反之,当使用超过8个晶片激发时,由于激发晶片增加,导致晶片由于不在一条直线上而造成聚焦能力反而降低,信号被拉长放大。
使用线阵探头进行相控阵扇形扫描的比较
该测试旨在比较环阵探头与典型线控阵探头的性能(图11)。
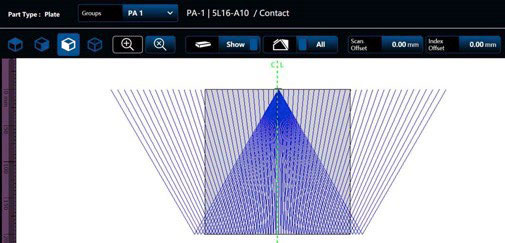
图11. OmniScan X3探伤仪上线阵探头的波束示意图
我们设法用线阵探头和扇形扫描技术检测螺栓中的所有缺陷;然而,这需要额外的步骤。 如果想检测距离螺帽表面20 mm处的缺陷,有必要使用楔块增加光束的入射角。 此外,该缺陷的信号和螺帽底面边缘的信号靠得太近,无法对两者进行区分(图12)。
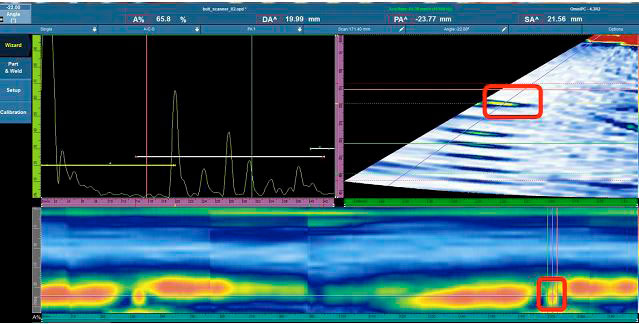
图12. 距离螺帽表面20 mm处缺陷的扫描结果。
如果想检测距离螺帽表面80 mm和140 mm位置的缺陷,则需要使用不带楔块的探头,以避免由于楔块的固有回波影响检测结果。 图13显示了距螺帽表面80 mm和140 mm处缺陷的扫描图像。 然而,应该指出的是,在检测到第一个缺陷后,必须旋转探头来检测另一个缺陷。
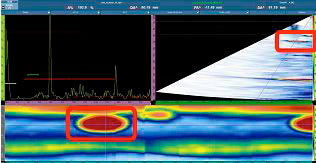
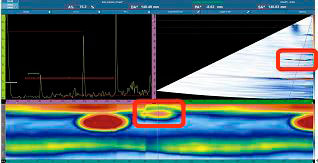
图13. 距离螺帽表面80 mm(左)和140 mm(右)处的缺陷结果。
定制PA环阵探头的优势
该试验表明,环阵探头相比于线阵探头,具有其特有的优势:
- 环阵探头无需旋转即可发现所有角度上的缺陷,而线阵探头需要旋转至少180°才能发现所有角度上的缺陷。
- 环阵探头无需使用楔块即可发现近表面的螺帽与螺杆连接区域的缺陷,而线阵探头需要使用楔块来增大偏转角度才能发现此处的近表面缺陷。
我们还根据结果推测,环阵探头在中间有孔的螺栓上表现良好,但线阵探头的波束可能会受到该特征的阻碍,从而无法检测缺陷。 随后的试验将在带有中心孔的真实螺栓上进行,以验证环阵探头在这些类型螺栓上的优势。
