What Are Practical Applications of Phased Array NDT Inspections?
Ultrasonic phased array systems can potentially be employed in almost any test where conventional ultrasonic flaw detectors have traditionally been used. Phased array weld inspection, crack detection, and phased array corrosion mapping are common applications. These tests are done across a range of industries, including aerospace, power generation, petrochemical, metal billet and tubular goods suppliers, pipeline construction and maintenance, structural metals, and general manufacturing. Phased arrays can also be effectively used to profile remaining wall thickness in corrosion survey applications.
Phased Array Weld Inspection
Phased array weld inspection is an integral part of quality assurance in the construction and maintenance of pipes and other industrial infrastructure across a range of industries. Phased array ultrasonic weld inspection is used to inspect the integrity of welds in components. Phased array weld inspections typically occur before a component is put into service or as part of regular maintenance inspections. If the integrity of the inspected joint welds is determined to be insufficient—for example, if impurities exist within the weld—it can be addressed before any potential issues arise. Impurities commonly found in welds include cracking, inclusions, and porosity.
Phased Array Corrosion Mapping
Phased array testing helps make corrosion inspection fast and efficient. Phased array corrosion mapping is used to detect loss of wall thickness due to corrosion, abrasion, and erosion. It can also be used to detect mid-wall damage, such as hydrogen-induced blistering or manufacturing-induced laminations, and easily differentiate these anomalies from loss of wall thickness.
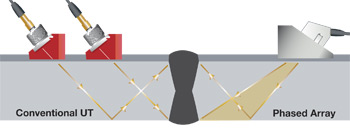
Advantages of Phased Array Testing Compared to Traditional UT
The benefits of phased array technology over conventional UT come from its ability to use multiple elements to steer, focus, and scan beams with a single transducer assembly. Beam steering, commonly referred to as sectorial scanning, can be used for mapping components at appropriate angles. This can greatly simplify the inspection of components with complex geometry. The small footprint of the transducer and the ability to sweep the beam without moving the probe also aids inspection of these components when there is limited access for mechanical scanning. Sectorial scanning is also typically used for weld inspections. The ability to test welds with multiple angles from a single probe greatly increases the probability of detection of anomalies. Electronic focusing permits optimizing the beam shape and size at the expected defect location, as well as further optimizing the probability of detection. The ability to focus at multiple depths also improves the ability to size critical defects for volumetric inspections. Focusing can significantly improve the signal-to-noise ratio in challenging applications, and electronic scanning across many groups of elements enables C-scan images to be produced very rapidly.
The potential disadvantages of phased array systems are a somewhat higher cost and a requirement for operator training. However, these drawbacks are frequently offset by their greater flexibility and the reduction in the time required to perform an inspection.