Application
Verification of the presence of Hyperier gas barrier material in polyethylene fuel tanks.
Background
Hyperier® is a nanocomposite silicate/polymer resin developed and sold by LG Chem Ltd. as a barrier material for blocking gas vapor migration through molded polyethylene fuel tanks. Unlike EVOH and similar barrier materials used in multilayer designs, Hyperier is designed to be blended uniformly through the tank wall, simplifying the molding process. Manufacturers will verify the presence and distribution of the mixed-in Hyperier to verify product integrity. This can be done by a destructive optical test on a cut cross-section, or nondestructively and quickly by observing ultrasonic reflection patterns.
Equipment
Any of the EPOCH series flaw detectors can be used for this test, including the EPOCH 600, EPOCH 650, EPOCH 1000, and EPOCH LTC. The flaw detector is typically used with a 10 MHz or 20 MHz contact or delay line transducer that is selected based on product thickness.
Procedure
The acoustic impedance of Hyperier differs from that of polyethylene, so sound energy will reflect from a Hyperier/polyethylene boundary. Because the Hyperier is mixed through the entire thickness of the tank in the form of extremely thin lamellar threads, rather than occurring as a single discrete layer, there is no single boundary echo. Rather, if Hyperier is present, the numerous Hyperier/PE boundaries will produce a pattern of high frequency scatter noise that is not seen in pure polyethylene. This scatter noise is captured using the peak memory function of the Epoch.
Using a 10 MHz or 20 MHz transducer with an appropriate bandpass filter, set the instrument range to include the thickness of the test piece, and set gain such that a reference sample of properly mixed Hyperier/PE pure polyethylene returns an echo envelope with 50% or greater scatter noise when the transducer is scanned across the surface. The resulting gain level will typically be quite high. Once this initial setting has been established, a tank wall containing an equivalent Hyperier mix will return the same level of scatter noise, while if the Hyperier is absent the scatter envelope will be much lower, typically about 10%. The peak memory mode should be used to capture an echo envelope across an area of the sample, since point-to-point echoes will vary widely. In the example below, a 10 MHz V202-RM delay line transducer is used to test a tank wall with a thickness of approximately 3 to 4 mm (0.120” to 0.160”). The left waveform shows the scatter noise envelope from a sample with Hyperier, and the waveform at right shows the much lower noise envelope generated by a sample in which the Hyperier is missing.
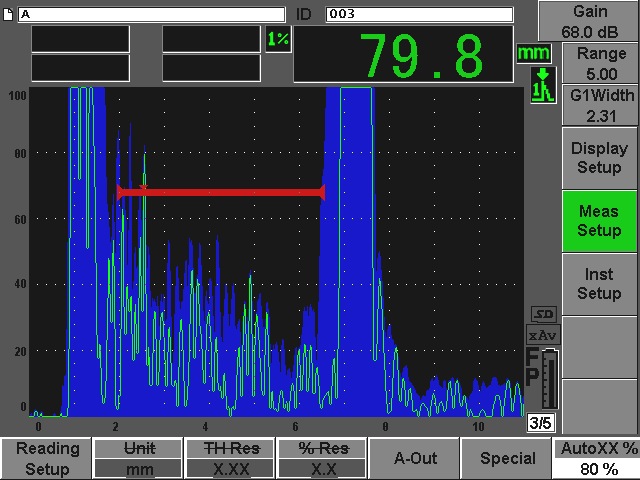 Hyperier present, high noise | 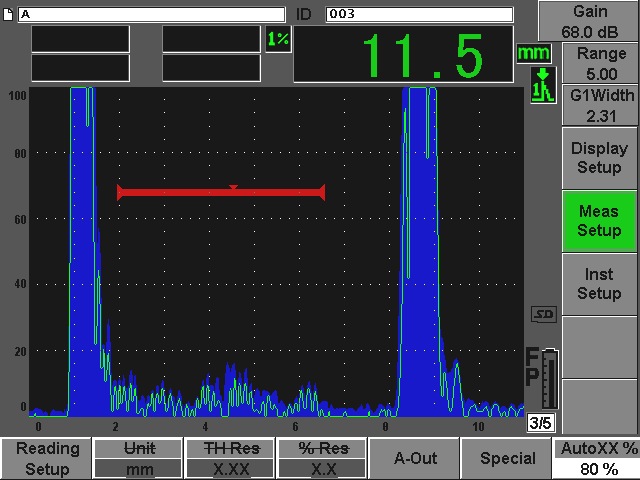 Hyperier absent, low noise |
Note that this is a comparative test that verifies the presence or absence of a Hyperier mix comparable to that in the reference sample used for setup. It does not precisely measure the percentage of Hyperier in a product but can quickly identify situations where due to molding process anomalies the Hyperier is missing.
