Szybka i bezpieczna alternatywna metoda inspekcji spoin
Niezawodne wykrywanie defektów spoin jest poważnym wyzwaniem w wielu branżach, w których połączenia spawane stosuje się na szeroką skalę — np. w przemyśle naftowo-gazowym i petrochemicznym. Jeszcze więcej problemów sprawia inspekcja spoin materiałów mieszanych oraz stali nierdzewnej. Szczególnie trudne jest niekiedy wykrycie defektów polegających na braku wtopienia.
Obecnie „złotym standardem” w nieniszczących badaniach spoin jest technika radiograficzna. Jednak stosowanie jej wiąże się z zagrożeniami, jakie stwarza szkodliwe promieniowanie rentgenowskie, a także z pewnymi ograniczeniami w prowadzeniu inspekcji. Prawidłowo przygotowana inspekcja ultradźwiękowa pozwala na ominięcie tych ograniczeń, ponieważ bazuje na wykorzystaniu fal akustycznych, a nie promieniowania jonizującego. Umożliwia szybkie i niezawodne wykrywanie defektów bez przerywania prac.
W wielu branżach na szeroką skalę stosuje się połączenia spawane. Defekty spoin spawanych mogą być spowodowane nieprawidłowym zastosowaniem urządzeń lub błędami w przygotowaniu do prac spawalniczych. Do typowych defektów spoin zalicza się porowatość, brak wtopienia, wtrącenia żużlowe, pęknięcia w grani i ściegu spoiny oraz niecałkowitą penetrację (rysunek 1). Defekty mają potencjalnie duży wpływ na wytrzymałość połączenia, a tym samym na jakość komponentu. Najbardziej niezawodną i ekonomiczną metodą masowej kontroli jakości spoin spawanych są testy nieniszczące (NDT, nondestructive testing). To, czy określone rodzaje defektów będą łatwe, czy trudne do wykrycia, zależy od materiału spoiny i sposobu jej przygotowania. Na przykład brak wtopienia (rysunek 2) może wystąpić, gdy ścieg stopionego materiału spoiny nie wtopi się w materiał rodzimy i po prostu na nim zastygnie. Uzyskane w ten sposób połączenie ma małą wytrzymałość. Oznacza to, że brak wtopienia należy do newralgicznych defektów, których wykrycie ma szczególne znaczenie. | 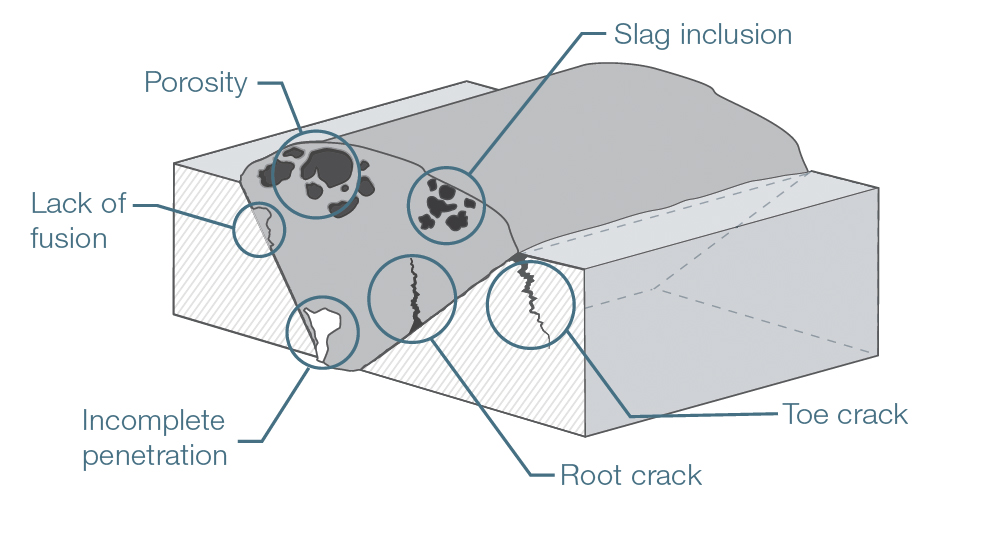 Rysunek 1: Defekty spoiny |
Inspekcja radiograficzna
Radiografia, będąca obecnie „złotym standardem” w inspekcji spoin, to technika bazująca na emisji fotonów o wysokiej energii przez metal do detektora znajdującego się po przeciwnej stronie badanego komponentu. Wszelkie nieprawidłowości w komponencie — czy to w spoinie, czy w materiale rodzimym, czy też na ich styku — widoczne są jako jaśniejsze lub ciemniejsze obszary na detektorze. Głównym ograniczeniem w stosowaniu radiografii jest szkodliwość promieniowania. Konieczne jest stosowanie zabezpieczeń przed ekspozycją na wysokoenergetyczne promieniowanie rentgenowskie, ponieważ pod wieloma względami stwarza ono zagrożenie dla zdrowia ludzkiego. Zwykle oznacza to, że na dużym obszarze wokół miejsca inspekcji nie mogą przebywać ludzie, co z kolei prowadzi do zakłóceń w pracach prowadzonych w pobliżu. Przy wyborze metody inspekcji spoin ważnym kryterium jest prawdopodobieństwo wykrycia defektu. Dowiedziono1, że w przypadku stosowania metod radiograficznych niektóre defekty, takie jak brak wtopienia, mogą być uwidocznione z niskim kontrastem. A to oznacza mniejsze prawdopodobieństwo wykrycia tych defektów w spoinach stali nierdzewnej lub materiałów mieszanych. | 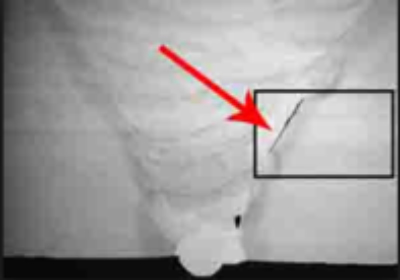 Rysunek 2: Brak wtopienia |
Inną istotną wadą inspekcji radiograficznej jest czas potrzebny do jej przeprowadzenia. W niektórych przypadkach długie ekspozycje wydłużają czas inspekcji, a tym samym dłużej trwają utrudnienia w prowadzeniu zwykłych prac w pobliżu miejsca inspekcji. Gdy wymagany jest długi czas ekspozycji na promieniowanie rentgenowskie, wybór alternatywnej, szybszej metody może przynieść oszczędności w różnych aspektach, skracając czas pracy inspektora i minimalizując utrudnienia w prowadzeniu innych prac.
Inspekcja ultradźwiękowa spoin spawanych stali nierdzewnej lub materiałów mieszanych
Alternatywną techniką inspekcji spoin w poszukiwaniu defektów jest badanie ultradźwiękowe. W defektoskopach ultradźwiękowych, takich jak Olympus OmniScan MX2 (rysunek 3), do badania komponentów wykorzystuje się fale ultradźwiękowe, a nie promieniowanie rentgenowskie. Detekcja defektów odbywa się na podstawie zmian kierunku rozchodzenia się fali ultradźwiękowej na styku materiałów. Dla uzyskania maksymalnego prawdopodobieństwa wykrycia defektu — oraz do realizacji obrazowania i skanów sektorowych — można zastosować sondy ultradźwiękowe typu Phased Array. Inspekcje w trybie Pitch–Catch (z osobnym nadajnikiem i Na czym polega technika Phased Array? |  Rysunek 3: Olympus OmniScan MX2 |
odbiornikiem) można realizować za pomocą konwencjonalnych sond jednoelementowych albo sond Phased Array, w których każda głowica zawiera więcej niż jeden element; w przypadku takich sond mówimy o sondach z podwójną matrycą (DMA, dual matrix array) (rysunek 5). W inspekcji metodą Phased Array defektoskop osobno steruje każdym elementem głowicy.
Do zalet techniki Phased Array należą możliwości obrazowania, możliwość wykonywania skanów sektorowych i łatwość objęcia kontrolą całej spoiny bez konieczności przemieszczania przyrządu. Zalety te, w połączeniu z lepszą kontrolą nad wiązką ultradźwiękową, upraszczają inspekcję i zwiększają prawdopodobieństwo wykrycia defektów.

Rysunek 4: Sonda Phased Array działająca techniką TRL
Zastosowanie odrębnej sondy nadawczej i odbiorczej umożliwia ograniczenie poziomu szumów.

Rysunek 5: Sonda z podwójną matrycą (DMA)
Sonda DMA zawiera dwie głowice, z których każda składa się z 28 elementów. Łączy w sobie zalety technik Phased Array i Pitch-Catch (z osobnym nadajnikiem i odbiornikiem).
Streszczenie
Ultradźwiękowe techniki inspekcji mają pod wieloma względami przewagę nad metodą radiograficzną, zwłaszcza w badaniach spoin między „trudnymi” materiałami. Inspekcja ultradźwiękowa nie wymaga stosowania promieniowania jonizującego, przez co jest metodą bezpieczniejszą i niezakłócającą innych prac prowadzonych w pobliżu. Inspekcje ultradźwiękowe mogą również przebiegać szybciej i charakteryzują się większym prawdopodobieństwem wykrycia niektórych trudno dostrzegalnych defektów. Te zalety sprawiają, że urządzenia do inspekcji ultradźwiękowych, takie jak defektoskop Olympus OmniScan MX2 pracujący w technice Phased Array, doskonale nadają się do inspekcji spoin prowadzonych na dużą skalę, w których wymagana jest szybkość, bezpieczeństwo i wysokie prawdopodobieństwo wykrycia defektów.
Więcej informacji można znaleźć w szczegółowym opracowaniu dostępnym pod adresem: www.olympus-ims.com/en/easy-ultrasonic-phased-array-inspection-ofcorrosion- resistant-alloys-and-dissimilar-weld-materials/.
Opracowanie to zawiera wskazówki dotyczące parametrów, jakie należy brać pod uwagę przy konfigurowaniu inspekcji ultradźwiękowych, aby przynosiły one jak najlepsze wyniki.
1 UK Health and Safety Executive report (www.hse.gov.uk/research/rrpdf/rr301.pdf)
Autor
Thierry Couturier
Starszy specjalista ds. produktów i aplikacji — urządzenia ultradźwiękowe i Phased Array
Scientific Solutions Division
OLYMPUS EUROPA SE CO. KG