Výběr sondy vířivých proudů: nalezení vhodné sondy pro vaše konkrétní použití
Díky pokrokům v technologii sond vířivých proudů je pro různá průmyslová odvětví k dispozici několik nových možností a výhod. Jestliže je nedestruktivní zkoušení kriticky důležitou součástí vašeho výrobního procesu, pak vám tento článek pomůže nalézt tu správnou sondu pro vaše konkrétní odvětví. Popíšeme některé nejčastější oblasti použití technologie vířivých proudů a doporučené sondy pro provádění kontrol, které poskytují přesné výsledky a pomáhají výrobcům splnit výrobní nároky. Podíváme se také na různé typy dostupných cívek a další faktory, které je potřeba vzít v úvahu při nákupu vybavení na zkoušení vířivými proudy.
Jaké typy cívek sond jsou k dispozici?
Dřívější cívky na zkoušení vířivými proudy (EC) obecně nebyly opatřeny žádným jádrem (tj. měly vzduchové jádro) nebo byly opatřeny pouze feritovým středovým jádrem. Byly používány téměř výhradně analogové měřicí přístroje, přičemž citlivost byla relativně nízká, avšak ve většině případů dostačující. I v současnosti je stále mnoho kontrol prováděno pomocí tohoto typu relativně velkých cívek s nízkou citlivostí. Níže jsou uvedeny různé cívky používané v sondách pro zkoušení vířivými proudy:
Cívky absolutního typu
Široce používaná cívka absolutního typu emituje frekvenci 100 kHz a její průměr činí 2,5 mm (0,1 palce) až 5 mm (0,2 palce), což jsou hodnoty vhodné pro většinu starších měřicích přístrojů můstkového typu (obrázek 1). Citlivost je přijatelná pro dlouhé trhliny, které jsou větší než přibližně dvojnásobek průměru sondy, protože pole je v tomto případě významně větší než velikost cívky. Tím také vznikají velké krajové efekty.
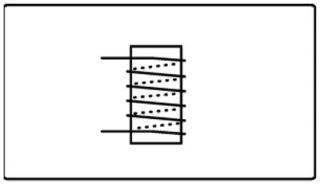
(Obrázek 1)
Vhodnou alternativou nabízenou v současnosti je menší cívka o průměru přibližně 1,5 mm (0,060 palce) se stíněním kolem cívky (přednostně feritovým). To přináší zlepšenou citlivost u krátkých trhlin a dobrou izolaci od krajů, hlav šroubů atd.
Starší absolutní sondy se normálně kalibrovaly pomocí nekonečně dlouhého zářezu (vůči cívce), 1 mm (0,04 palce) nebo 0,5 mm (0,02 palce) a jejich citlivost se výrazně zhoršila u kratších zářezů. Nové sondy si zachovávají citlivost i u vrubů o velikosti přibližně vnitřního průměru feritového stínění a budou detekovat i kratší.
Tento typ cívky je výhodný i pro analogové měřicí přístroje, avšak rychlost skenování je omezená, protože ručička potřebuje k reakci určitý čas. Přístroje se zobrazením v impedanční rovině umožňují mnohem rychlejší skenování. Typy sond s větším povrchem reagují podobným způsobem jako výše popsané. Pokud hledáte podpovrchové trhliny nebo korozi, podobné zlepšení lze získat stíněním.
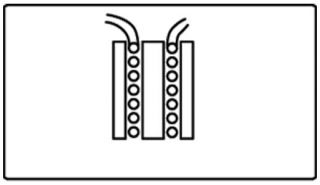
(Obrázek 2)
Cívky diferenciálního typu
Diferenciální cívky mají výhodu zabudované kompenzace oddálení. To je důvod, proč jsou užitečné v mnoha oblastech použití. Starší cívky nejsou opatřeny žádným feritovým stíněním a jsou konstruovány tak, že jsou vedle sebe umístěny dvě cívky bez stínění (obrázek 3). U pozdějších typů byla přidána individuální stínění (obrázek 4), avšak největšího zlepšení citlivosti bylo dosaženo konstrukcí, ve které jsou obě cívky umístěny ve společném stínění (obrázek 5). Sondy diferenciálního typu se používají většinou v malých velikostech pouze pro detekci povrchových trhlin.
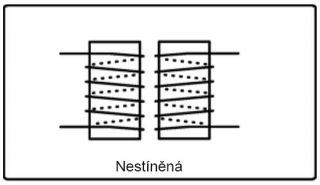
(Obrázek 3)
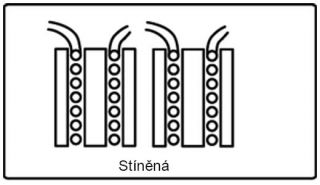
(Obrázek 4)
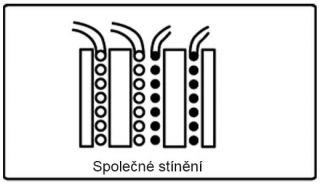
(Obrázek 5)
U sondy tohoto typu jsou vinutí cívky s opačnou orientací. V důsledku toho se signály, které ovlivňují obě cívky současně, vyruší (jako u signálu oddálení). Normálně jsou bod vzduchu a pracovní bod blízko, existují však malé rozdíly způsobené odchylkami cívek. Směr normálního skenu je znázorněn na obrázku 6 a výsledné typické zobrazení na obrázku 7. Dvojitá indikace je ve skutečnosti užitečná, protože zdvojnásobuje velikost vady na obrazovce a usnadňuje tak její identifikaci.
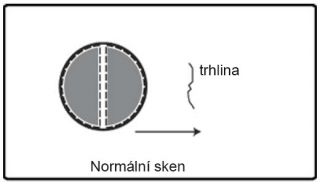
(Obrázek 6)
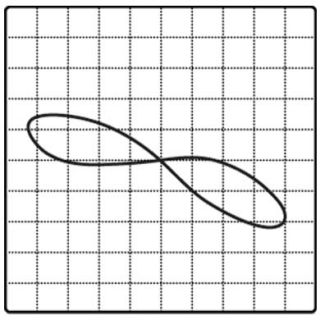
(Obrázek 7)
V některých případech je nutné provádět skenování ve směru trhlin (obrázek 8). To je přípustné, výsledek bude v tomto případě podobný jako u velmi krátké vady. Větší vady, které ovlivňují obě cívky, mají tendenci se vyrušit, protože jsou vinuty v opačném směru, ale při praktickém použití existuje dostatek rozdílů v úhlu a hloubce, který brání úplnému vymizení. V každém případě se však konce trhliny zobrazí normálně.
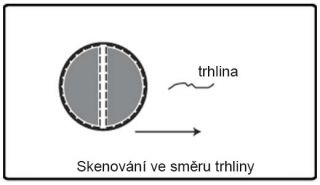
(Obrázek 8)
Cívky diferenciálního typu mohou být nainstalovány v tužkových sondách, sondách pro kontrolu otvorů nebo tvarovaných sondách, které vyhoví téměř každému tvaru.
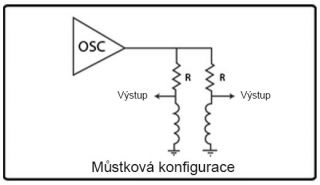
Cívky můstkového a reflexního typu
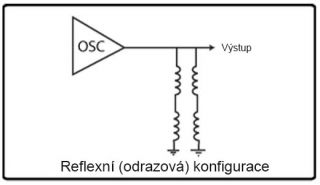
Starší cívky tohoto typu byly připojeny normálně ke dvěma větvím můstkové konfigurace (obrázek 9). Pozdější sondy můstkového a reflexního typu byly používány také v reflexním režimu, ve kterém jsou pro vytváření a detekování vířivých proudů použity dvě samostatné cívky (obrázek 10).
(Obrázek 9)
(Obrázek 10)
Cívky můstkového typu obecně poskytují dobrou výkonnost, zejména je-li sonda zkonstruována pro konkrétní použití a frekvenci. Cívky reflexního typu často poskytují větší zesílení a provoz v širším rozsahu frekvence, avšak jejich výroba je komplikovanější. Vyznačují se také menším driftem. Ve speciálních konstrukčních provedeních sond (například kluzných sond) se využívají také sondy reflexního typu, které spoléhají na princip vysílač-přijímač, na jehož základě je vytvořena určitá velikost a tvar plochy citlivosti.
Která sonda je pro moje použití ta nejlepší?
V této části popíšeme různé běžné oblasti použití sond vířivých proudů a doporučíme sondy a frekvence, které vám pomohou dosáhnout požadovaných výsledků vašich kontrol.
Detekce povrchových trhlin
Sondy vířivých proudů se používají ke zjišťování povrchových trhlin v železných a neželezných materiálech.
Doporučená provozní frekvence:
Hliník: 100 kHz – 1 MHz
Ocel: 1 MHz – 2 MHz
Inconel, titan: 2 MHz – 5 MHz
Doporučené sondy:
Tužkové typy: absolutní nebo diferenciální, stíněné nebo nestíněné
Povrchové typy: v některých případech lze použít sondy o větším průměru
Kluzné sondy: pro trhliny začínající pod hlavou spojovacího materiálu
Sondy disků kol: pro poloměr dosedací obruby, tvarované
Detekce podpovrchových trhlin
Sondy vířivých proudů se používají ke zjišťování podpovrchových trhlin v neželezných materiálech.
Doporučená provozní frekvence:
Pro detekci podpovrchových trhlin v neželezných materiálech jsou kriticky důležitá frekvenční nastavení, cílená na rozsah od 100 Hz do 100 kHz, podle hloubky vniku.
Doporučené sondy:
Povrchové sondy: standardní absolutní stíněné. Průměr může být velký jako rozestup mezi spojovacími prvky
Kruhové sondy: poskytují lepší hloubku vniku. Vnitřní průměr (ID) musí být blízký průměru hlavy spojovacího materiálu.
Kluzné sondy: pro rychlé směrové kontroly (odraz)
Nízkofrekvenční detektory trhlin vyžadují k dosažení vhodných hodnot indukčnosti cívky použití větších sond. Jsou zapotřebí také obvody pro snímání fáze, protože podpovrchová pole jsou ovlivněna změnami fáze.
Detekce trhlin otvorů
Kontrola otvorů prováděná sondami vířivých proudů je dobře zavedený způsob kontroly v letectví.
Doporučená provozní frekvence:
Frekvence by měla být stejná jako pro povrchové trhliny.
Hliník: 100 kHz – 1 MHz
Ocel: 1 MHz – 2 MHz
Inconel titan: 2 MHz – 5 MHz
Doporučené sondy:
Absolutní: (nejlépe stíněné) ruční verze nebo verze se skenerem
Diferenciální: (stíněné nebo nestíněné) ruční verze nebo verze se skenerem
Sondy mohou být expandující (kontaktní typ) nebo neexpandující (mírně menší než velikost otvoru). Kontaktní sondy mohou být citlivější na trhliny (nemají vzdálenost oddálení), ale vytvářejí šum skenování. Nízkofrekvenční typy lze použít ke kontrole vniku skrz mosazná pouzdra. Je možné implementovat automatizované systémy.
Měření tloušťky povlaku
Vysoké rozlišení v oblasti blízké povrchu činí z techniky zkoušení vířivými proudy užitečnou metodu pro přesné měření tloušťky povlaků na kovových podkladech.
Doporučená provozní frekvence:
Frekvence se liší podle typu povlaku.
Nevodivé povlaky lze považovat za měření oddálení (liftoff).
Kovové povlaky vyžadují dobrý průnik, ale protože jsou standardně velmi tenké, je možné používat docela vysoké frekvence.
Doporučené sondy:
Standardní absolutní tužkové sondy
Povrchové sondy
Měření vodivosti
Sondy vířivých proudů lze používat pro měření elektrické vodivosti. U neferomagnetických materiálů může být změna v impedanci cívky přímo vztažena k vodivosti zkušeného materiálu.
Doporučené sondy:
Standardní absolutní tužkové sondy
Povrchové sondy
Pro přesnější měření jsou nutné speciální měřiče vodivosti a sondy
Zkoušení koroze a tloušťky
Pokud jde o detekci koroze a zkoušení tloušťky, nabízí technologie pole vířivých proudů (ECA) oproti konvenčním způsobům zkoušení vířivými proudy významné výhody.
Doporučená frekvence:
Frekvence musí být schopná proniknout do požadované tloušťky. Použijte posuvné měřítko vířivých proudů nebo připojený graf.
Doporučené sondy:
Stíněné povrchové sondy
Další faktory, které je potřeba vzít v úvahu při výběru sondy vířivých proudů
Při hledání vybavení, které splní vaše potřeby zkoušení a provádění kontrol, je klíčovým faktorem výběr správné sondy a frekvence, avšak kromě těchto je vhodné před nákupem uvážit ještě některé další faktory:
Zkušenosti z výzkumu, vývoje a průmyslu
Jakost a konstrukční provedení sond vířivých proudů jsou úzce spojeny se zkušenostmi výrobců. Měli byste hledat výrobce, který investoval mnoho let do vývoje předních technologií v oboru. Je velmi nepravděpodobné, že by vaše požadavky na kontroly byly úplně jedinečné. Můžete tak hledat výrobce, který má zkušeností se spoluprací v odvětví podobném vašemu a může vám pomoci dospět ke správnému rozhodnutí.
Společnost Olympus vyvíjí vědecká řešení již 100 let. Spolupracujeme s některými z největších průmyslových odvětví po celém světě, abychom na základě této spolupráce přinášeli špičkovou technologii nedestruktivního zkoušení. Naše dostupné sondy vířivých proudů můžete prozkoumat na našich webových stránkách.