
При использовании технологии ультразвукового контроля с фазированной решеткой (УЗК ФР) для диагностики сварных соединений труб, — например, для контроля кольцевых сварных швов, — общая проблема распространения пучка усугубляется геометрией детали. Когда ультразвуковой пучок распространяется по искривленной поверхности, граница раздела сред выступает в качестве рассеивающей линзы, что увеличивает ширину пучка по пассивной оси. Ширина пучка вдоль пассивной оси ФР-преобразователя играет важную роль в точности определения длины дефекта. При использовании метода определения размера дефекта на основе амплитуды, большая ширина несфокусированного луча по пассивной оси может привести к увеличению процента отбраковки.
Физические ограничения линейных ФР-преобразователей по пассивной оси
Очень часто, контролеры отбраковывают несплошности, которые на самом деле достаточно незначительны, чтобы соответствовать требуемым допускам. Почему это происходит? Основная причина — ограничения, свойственные оборудованию ультразвукового контроля (УЗК). Обычно, при использовании ФР-преобразователя, ультразвуковые лучи фокусируются электронным способом по активной оси благодаря возможности управления лучом, но здесь отсутствует механизм для фокусировки луча по пассивной оси. Наша инновационная серия призм с фокусировкой по пассивной оси (PAF) предоставляет этот механизм.
Недостатки методов определения длины дефекта по амплитуде
Наиболее часто используемым методом определения размера дефекта на основе амплитуды является метод уменьшения амплитуды на 6 дБ. В случае контроля с использованием стандартного линейного ПФР, оператор перемещает преобразователь вдоль оси сканирования, параллельной пассивной оси матрицы ПФР. Контролеры используют пики и спады амплитуды эхо-сигналов от отражателя для измерения его длины.
Однако, метод уменьшения амплитуды на 6 дБ работает только в том случае, если длина дефекта равна или больше ширины луча. Любой дефект, который меньше луча, ошибочно оценивается равный ширине луча. Например, если ширина луча составляет 7 мм, дефект длиной 5 мм будет измерен как 7 мм.
Роль ширины луча в увеличении процента отбраковки
Данное ограничение метода уменьшения амплитуды на 6 дБ становится серьезной проблемой, когда такие стандарты, как ASME B31 (Американского общества инженеров-механиков) отбраковывают все отражатели длиной более 6 мм (или 6,4 мм в зависимости от поправки к стандарту). Если ширина луча 7 мм, то все дефекты менее 7 мм будут отбракованы, даже те, которые находятся ниже максимальной допустимой длины.
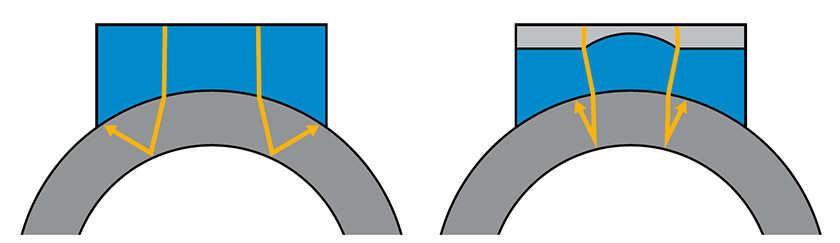
Типичная расходимость ультразвукового пучка при контроле трубы (слева) минимизируется с помощью призмы PAF (справа).
Усиление проблемы: чем меньше диаметр трубы, тем больше расходимость пучка
При ультразвуковом контроле трубопроводов кривизна поверхности действует как рассеивающая линза. Луч еще больше расширяется, когда попадает на вогнутую донную поверхность трубы (см. Рис. слева вверху). Для труб меньшего диаметра расходимость пучка еще более выражена. Поскольку ширина луча напрямую влияет на способность определения размеров дефектов, чем шире луч, тем больше вероятность того, что приемлемые дефекты будут отбракованы. Призмы PAF используются преимущественно для контроля труб малого диаметра, стандартная серия призм PAF предназначена для труб с НД от 4,5 (114,3 мм) до 8,6 дюймов (172,7 мм).
Два очевидных преимущества использования призм с фокусировкой по пассивной оси
Благодаря новой серии призм PAF можно значительно уменьшить проблему расходимости луча. Серия призм с фокусировкой по пассивной оси (PAF) выполнена из двух материалов с различными аккустическими скоростями. Граница раздела между материалами имеет форму собирательной линзы, которая фокусирует луч по пассивной оси. Такая фокусировка луча имеет два положительных эффекта:
- Меньший процент отбраковки: ввиду меньшей итоговой ширины луча, новая серия призм PAF позволяет измерять более мелкие дефекты.
- Упрощенная интерпретация данных: получение более четких изображений по оси сканирования.
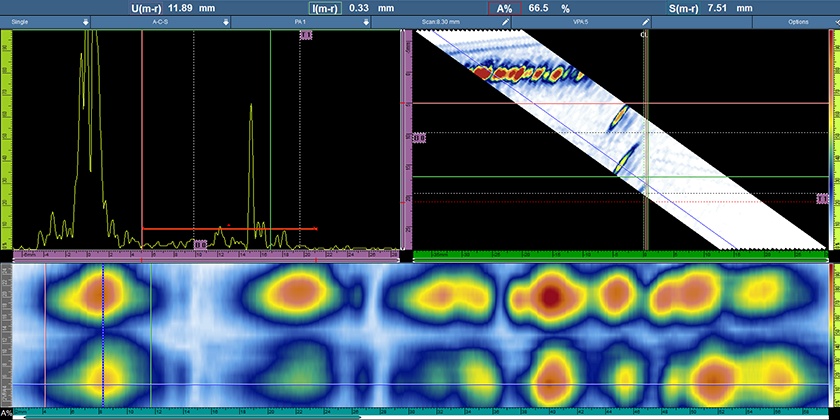
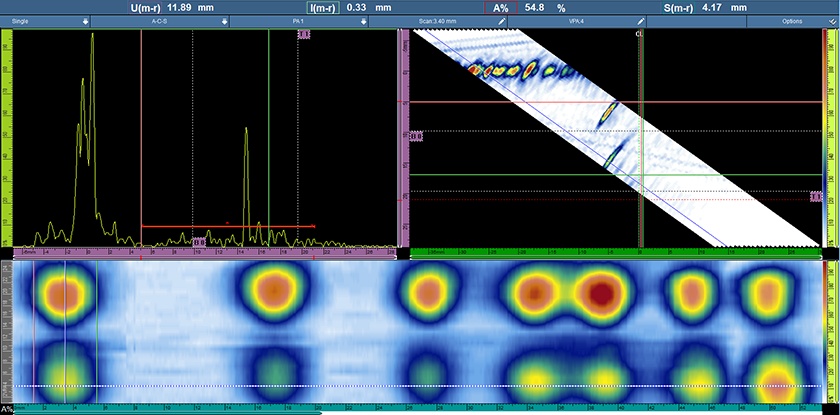
Эксперимент наглядно демонстрирует разницу в качестве изображения C-скана при использовании стандартной призмы (вверху) и призмы PAF (внизу) на образце полутрубы с НД 4,5 дюйма.
Представленные здесь результаты получены в ходе экспериментов, подробно описанных в техническом документе. В настройке использовался ФР-преобразователь со стандартной призмой, а затем с призмой PAF на образце полутрубы с НД 4,5 дюймов (114,3 мм) с вертикальными сквозными отверстиями диам. 1 мм. При использовании стандартной призмы, ширина луча составляла 5,7 мм по внутреннему диаметру (ВД) и 7,5 мм по наружному диаметру (НД). При использовании призмы PAF, измеренная ширина луча составила 3,5 мм на ВД и 4,2 мм на НД.
Призма PAF обеспечила значительное улучшение ширины луча, в частности по НД (4,2 мм по сравнению со стандартной призмой 7,5 мм). В соответствии, например, со стандартом ASME B31, который гласит, что максимальная допустимая длина дефекта составляет 6 мм или 6,4 мм в зависимости от поправки к стандарту, все отражатели, обнаруженные с помощью этой настройки, будут отбракованы
См. также
Технический документ: Серия призм с фокусировкой по пассивной оси (PAF)
Ультразвуковой ФР-контроль коррозионно-стойких сплавов и разнородных сварных соединений
Связаться с нами
