Zákazník potřeboval klasické řešení zkoušení vířivými proudy k detekci trhlin ve dvou oblastech středu železničních náprav: v oblasti kuželového vyhloubení a v oblasti spodního vývrtu. Cílem bylo vytvořit řešení, v rámci kterého je minimalizován zásah operátora do nastavení přístroje i do nastavení vybavení.
Při kování nápravových hřídelí dochází ke vzniku povrchových i vnitřních vad
Nápravové hřídele jsou nejdříve kovány a poté obráběny tak, aby splňovaly interní požadavky. Při kování mohou vznikat povrchové i vnitřní vady, např. vlasové podpovrchové trhliny, vměstky a důlky. Při obrábění se vnitřní deformity mohou ještě zvětšit, v důsledku čehož může dojít k narušení povrchu. Tyto vady pak mohou vést k selhání dílu.
Ačkoli tyto axiální trhliny způsobují narušení povrchu, byla k jejich detekci zapotřebí spíše specifická metoda kontroly vířivými proudy než subjektivní vizuální kontrola.

Nápravy
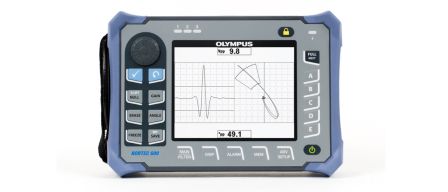
Přístroje a vybavení na principu vířivých proudů k detekci vad ve středu kolejových náprav
Při kontrole bylo využito následující vybavení:
- Defektoskop na principu vířivých proudů NORTEC™ 600
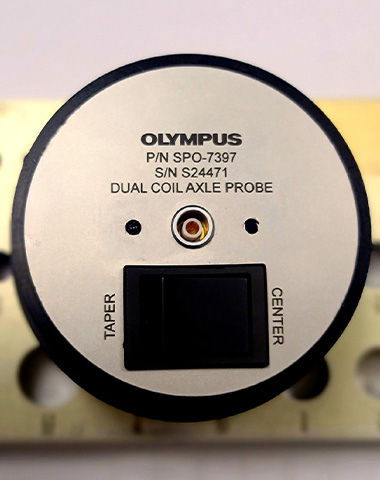
- Snímač se dvěma cívkami SPO-7397 uzpůsobený pro středovou oblast nápravy – Q6100015:
- Tento snímač obsahuje jednu diferenční cívku v můstkovém zapojení ke zkoušení po délce kuželového vyhloubení a jednu malou diferenční cívku v můstkovém zapojení ke zkoušení spodního vývrtu ve středu nápravy
|
|

Nastavení snímače pro kontrolu vad ve středu kolejové nápravy
Postup detekce vad ve středu kolejové nápravy
Provedení zkoušky spočívalo v umístění snímače do středu nápravy, použití přepínače k nastavení oblasti kontroly (kužel nebo střed), vynulování cívek a otočení snímače přes zákazníkem poskytnuté zářezy, vytvořené obráběním elektrickým výbojem (EDM).
Pro změnu oblasti kontroly musí operátor jednoduše přepnout volič cívky, zadat příslušné nastavení zkoušky a vynulovat přístroj.
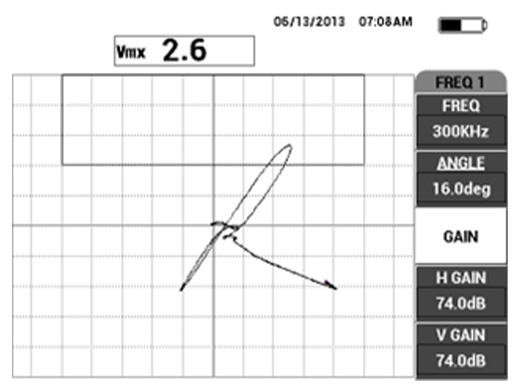
Obě zkoušky lze provést při frekvenci 300 kHz s minimálními změnami nastavení. Pro získání lepších výsledků je možné využít možnosti nastavení zesílení a úhlu.
Výsledky kontroly vířivými proudy
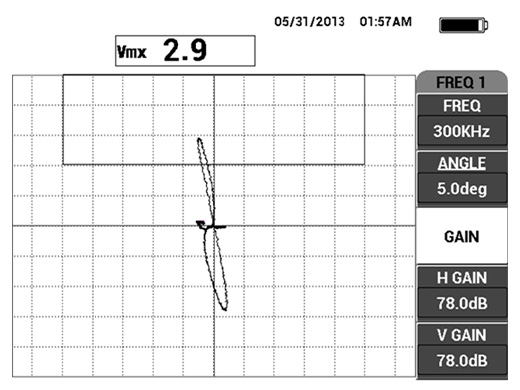
Níže uvedené snímky byly převzaty ze zkoušek provedených na dodaném referenčním etalonu defektoskopem NORTEC 600 s použitím snímače SPO-7397.
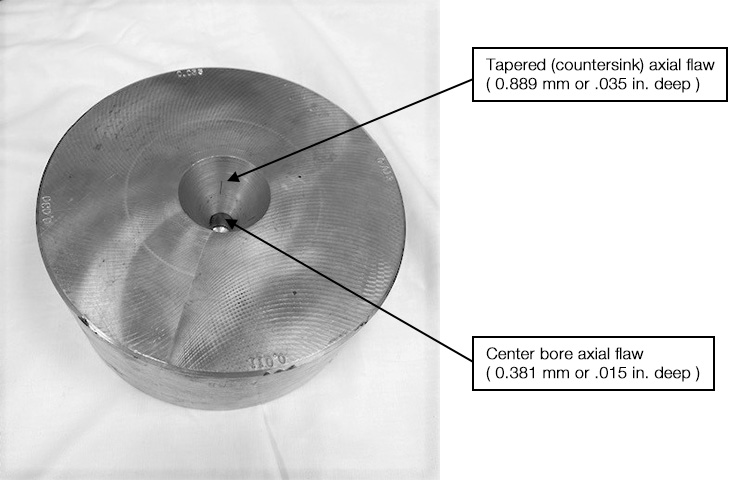
Zkušební signál na zářezu (hloubka 0,889 mm neboli 0,035 palce) v kuželové části středu |
Zkušební signál na zářezu (hloubka 0,381 mm neboli 0,015 palce) ve středovém vývrtu |
Závěr
Zkoušky provedené na vzorcích dodaných zákazníkem se zaznamenanými vadami byly úspěšné.
Jak lze vidět na snímcích obrazovky přístroje, zářezy na referenčním etalonu dodaném zákazníkem byly detekovány s velmi příznivým odstupem signálu od šumu. Řešení na principu vířivých proudů snížilo dobu potřebnou ke změně nastavení při přechodu mezi různými oblastmi zkoušení. Toto úspěšné uplatnění metody vířivých proudů může vést k návrhům dalších snímačů pro odlišné geometrie náprav a také k implementaci této metody do automatizovaných řešení.