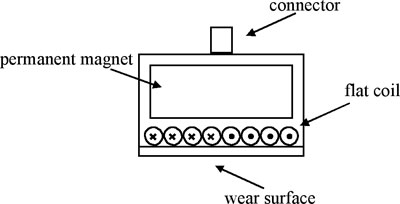
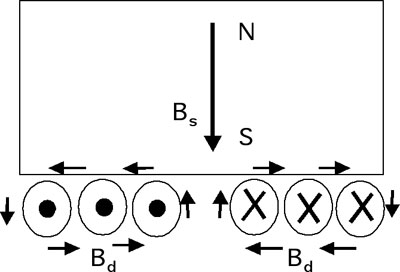
Empfohlene Geräte: EinführungDie sehr hohen Temperaturen in Dampfkesseln (über 800 °C) können zur Bildung eines besonders harten und spröden Eisenoxids, Magnetit genannt, an der Innen- und Außenseite von Stahlkesselrohren führen. Eine Oxidschicht an der Außenoberfläche von Rohren kann zu Störungen bei der Wanddickenmessung mit üblichen Sender-Empfänger-Prüfköpfen führen, da die raue Oberflächenschicht ein vollständiges Ankoppeln verhindert und die Oxiddicke zur Stahldicke addiert wird. Wie schon der Name andeutet, ist Magnetit magnetisch. Diese Eigenschaft ermöglicht den Einsatz von magnetostriktiven elektromagnetischen Ultraschallwandlern (EMAT), wie dem Panametrics-NDT E110-SB. EMAT bieten verschiedene Vorteile gegenüber piezoelektrischen Sender-Empfänger-Prüfköpfen: Oxidschichten müssen nicht mehr entfernt werden, die Schichtdicke wird nicht mehr zur Wanddicke addiert und Messungen können sehr schnell und ohne flüssiges Koppelmittel durchgeführt werden. Die Haupteinschränkung von magnetostriktiven EMAT ist, dass sie nur funktionieren, wenn Zunder auf der Außenoberfläche des Kesselrohrs haftet. Außerdem ist die messbare kleinste Wanddicke und Messgenauigkeit nicht annähernd so gut wie mit Sender-Empfänger-Prüfköpfen und EMAT reagieren zudem relativ unempfindlich auf kleine Löcher. Aus diesen Gründen werden EMAT häufig für schnelle Wanddickenuntersuchungen zu Beginn eingesetzt, mögliche Fehlerstellen können dann anschließend mit Sender-Empfänger-Prüfköpfen genauer untersucht werden. FunktionsweiseEs werden zwei Arten von EMAT für die zerstörungsfreie Prüfung eingesetzt. EMAT, die die Lorentzkraft nutzen, erfordern keinen Zunder, aber sie benötigen eine sehr hohe Eingangsleistung. EMAT mit Magnetostriktion, wie der E110-SB von Olympus, erfordern Zunder, aber dafür eine deutlich geringere Leistung, was typisch für tragbare Ultraschall-Dickenmesser und -Prüfgeräte ist. Ein magnetostruktiver EMAT besteht aus einem starken Permanentmagneten und einer Spule, die sich wie ein Elektromagnet verhält, wenn sie durch einen Sendeimpuls vom Prüfgerät angeregt wird (siehe Abbildung 1). Der Permanentmagnet erzeugt ein magnetisches Feld lotrecht zur Zunderoberfläche (Bs in folgender Abbildung), wohingegen der Elektromagnet ein dynamisches Feld (Bd) erzeugt, das den Zunder aufgrund der von der Spule gesendeten Impulse radial nach außen und innen zieht (siehe Abbildung 2). Durch diese Bewegung wird eine senkrecht einfallende Transversalwelle im Zunder erzeugt, die sich dann im Stahl ausbreitet. Im Grunde verhält sich der Zunder wie ein aktives Prüfkopfelement zur Erzeugung von Schallimpulsen. Die Frequenz der Schallimpulse ändert sich mit der Dicke der Oxidschicht. Bei einer dünnen Oxidschicht ist sie höher, bei einer dickeren Oxidschicht nimmt sie ab. Üblicherweise beträgt die Frequenz bei dünnen Zunderschichten ungefähr 5 MHz. Dieser Prozess kann auch umgekehrt werden, um eine Spannung in der Spule zu erzeugen, wenn das Echo der Transversalwelle im Zunder vibriert.
Da der Zunder selbst das Prüfkopfelement bildet, wird die Ankopplung durch die Rauheit des Zunders nicht erschwert und bei der Dickenmessung bleibt die Zunderschicht unberücksichtigt. Der EMAT erzeugt eine Transversalwelle. Demzufolge muss das Gerät auf die Schallgeschwindigkeit der Transversalwelle von ca. 3,240 m/s für herkömmlichen Kohlenstoffstahl kalibriert werden. Die typische Messgenauigkeit mit dem E110-SB EMAT Prüfkopf beträgt ± 0,25 mm mit einer messbaren Mindestdicke von 2,0 mm, je nach Materialeigenschaften. Verfahren zu Konfiguration und MessungDie Qualität von Ultraschallechos in EMAT-Anwendungen ist abhängig vom Prüfteil und von der Konsistenz der Oxidschicht, die sich auf einem bestimmten Kesselrohr von Stelle zu Stelle ändern kann. Werden an einer Stelle keine Echos erhalten, messen Sie die Stelle daneben. Der E110-SB Prüfkopf verfügt über einen einstellbaren Abstand für die Strecke zwischen Ankoppelfläche und Oberfläche des Kesselrohrs. In vielen Fällen hilft der einstellbare Abstand, das Echo zu optimieren.
|
Lösungen für die Industrie
Informationsmaterialien
Anwendungsbeispiele
Zurück zur Datenbank



Wanddickenmessung bei Dampfkesselrohren mit EMAT-Prüfköpfen


Verwendete Produkte
EMAT-Schallköpfe verwenden die Einzelschwingertechnik und nutzen zum Senden und Empfangen von Ultraschallwellen Magnetostriktion.
Die leistungsstarken EPOCH 650 Prüfgeräte für konventionellen Ultraschall können für zahlreiche Anwendungen eingesetzt werden. Diese intuitiven und robusten Prüfgeräte mit zusätzlichen Funktionen sind die Fortführung der bekannten Prüfgeräte EPOCH 600.
Das vielseitig einsetzbare 38DL PLUS Messgerät kann mit Sender-Empfänger-Messköpfen zur Messung korrodierter Rohre bis hin zur sehr präzisen Dickenmessung von dünnen oder mehrschichtigen Materialien mit einem Einzelschwingermesskopf verwendet werden.
Sorry, this page is not available in your country
Let us know what you're looking for by filling out the form below.