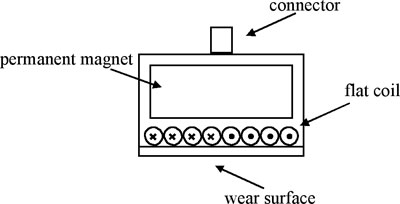
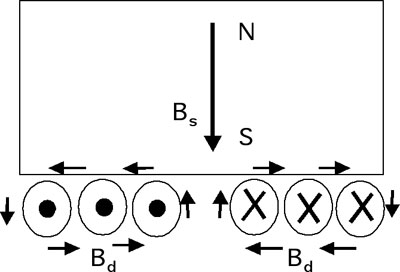
Equipamiento recomendado: ContextoLas extremas temperaturas que se registran dentro de las calderas a vapor (sobre los 800 °C o 1500 °F) pueden producir la formación de un tipo específico de óxido de hierro duro y quebradizo, conocido como magnetita, en la parte superficial externa o interna de las tuberías de calderas hechas de acero. La presencia de esta capa de óxido en la parte externa de las tuberías puede interferir con las mediciones de espesor por ultrasonido cuando se usan sondas duales comunes, ya sea porque pueden presentar una superficie muy rugosa que perjudica el acoplamiento acústico o porque el espesor del óxido es adicionado al del acero. Sin embargo, tal como lo define su nombre, la magnetita es magnética, y esta propiedad permite usar sondas acústicas electromagnéticas (EMAT) de magnetostricción, como la E110-SB. Las sondas acústicas electromagnéticas (EMAT) ofrecen varias ventajas en comparación con las sondas piezoeléctricas duales convencionales; en sí, se elimina la necesidad de retirar la capa de óxido, el espesor de dicha capa no es adicionada a la medida del espesor de pared y las mediciones pueden ejecutarse rápidamente sin requerir un acoplante líquido. La principal limitación de las sondas EMA es que funcionan solo cuando hay magnetita y se encuentra adherida a la tubería de la caldera. Además, el espesor de pared mínimo mensurable y la precisión de la medición no resultan totalmente correctos como cuando se utilizan las sondas duales convencionales; asimismo, las sondas EMA son poco sensibles a las pequeñas picaduras internas. Por estas razones, las sondas EMA son usadas frecuentemente para realizar un rápido monitoreo inicial, y las sondas duales pueden ser usadas posteriormente para una inspección más profunda de las áreas críticas. Teoría de funcionamientoExisten dos tipos de sondas EMA que se usan en la industria de los ensayos por ultrasonido. Las sondas EMA conocidas como Lorentz pueden prescindir de la magnetita, pero requieren una fuerza de conducción muy alta. Las sonda EMA de magnetostricción, como la E110-SB de Olympus, requieren la magnetita; sin embargo, pueden funcionar con niveles de tensión mucho más bajos proporcionados típicamente por los medidores de espesores y los detectores de defectos por ultrasonido portátiles. Una sonda EMA de magnetostricción se compone de un fuerte imán permanente y una bobina, la cual actúa como un electroimán al ser accionada por el impulso de excitación proveniente del equipo de medición, como se aprecia en la Figura 1. El imán permanente crea un campo magnético perpendicular a la superficie de magnetita (Bs, en la figura a continuación), y el campo dinámico, creado por el electroimán (Bd), hace que la magnetita sea retirada radialmente hacia fuera y adentro a medida que la bobina es excitada, tal como se aprecia en la Figura 2. Este movimiento genera una onda transversal de incidencia normal que se propaga luego en el acero. Esencialmente, la magnetita actúa como un elemento de transmisión activo para generar un impulso acústico. La frecuencia del impulso acústico será afectada por las variaciones en el espesor de la magnetita, incrementando a medida que la capa de óxido se vuelve más delgada y disminuyendo a medida que la capa de óxido se vuelva más gruesa. Con una capa de magnetita delgada típica, la frecuencia será aproximadamente de 5 MHz El proceso también se ejecuta de manera inversa para generar una tensión en la bobina cuando el eco de la onda transversal hace vibrar la capa de óxido.
Ya que la magnetita es, en sí, un elemento de transmisión, su rugosidad no representa un problema para el acoplamiento y tampoco es adicionada a la medida de espesor. Las sondas EMA generan una onda transversal, lo que conlleva a la calibración del equipo conforme a una velocidad de onda transversal aproximada de 3,240 m/s en un acero al carbono típico. La precisión de medición típica con la sonda EMA E110-SB es de ± 0,010 pulg. (0.25 mm) con un espesor mínimo mensurable de 2,0 mm según las propiedades del material. Procedimientos de configuración y mediciónLa calidad de los ecos ultrasónicos en aplicaciones EMA dependen, por una parte, de la consistencia de la capa de magnetita, la cual puede variar de punto a punto en una tubería particular de caldera. Si los ecos usables no pueden ser obtenidos en un punto, intente otro punto cercano. La sonda E110-SB también incorpora un punto muerto ajustable que varía en función de la distancia entre la parte frontal de la sonda y la superficie de la tubería de la caldera. El ajuste de la distancia de dicho punto muerto permite optimizar la respuesta del eco en varios casos.
|
Material didáctico
Notas de aplicación
Regresar al material didáctico
Medición del espesor de tuberías de calderas a vapor con las sondas acústicas electromagnéticas (EMAT)


Productos para la aplicación

Las EMAT son sondas monoelemento que usan un efecto de magnetostricción para transmitir y recibir ondas de ultrasonido.

El EPOCH 650 es un detector de defectos por ultrasonido convencional con una excelente capacidad de inspección y utilidad para una amplia variedad de aplicaciones. Este equipo resistente y fácil de comprender es la continuación del reconocido detector de defectos EPOCH 600 y cuenta una variedad de características adicionales.

El versátil medidor de espesores 38DL PLUS™ puede ser usado con sondas duales para medir el espesor de tuberías corroídas, como también para ejecutar mediciones de espesor muy precisas de materiales delgados o multicapa mediante el uso de una sonda monoelemento.
Lo sentimos, la página solicitada no se encuentra disponible en su país.
Let us know what you're looking for by filling out the form below.