
Visão geral
Embora a difração de tempo de voo (ToFD) possa ser usada em uma grande variedade de aplicações, sua utilização principal é o teste rápido de soldas circunferenciais e axiais, também conhecida como varredura ToFD perpendicular. Desde a inserção do ToFD nos anos 1970, o uso desta técnica confiável de ensaio não destrutivo tem aumentado constantemente. É possível realizar o rastreamento manual com ToFD, no entanto, ele é usado juntamente com um dispositivo de registro, ou seja, um codificador ou escâner industrial. Para cumprir as normas da América do Norte, o ToFD é associado com frequência a técnicas pulso-eco ou Phased Array para cobrir as regiões de origem e limites da solda.
Técnicas ToFD comuns para inspeção de solda
O ToFD pode ser usado de forma independente ou em conjunto com outras técnicas ultrassônicas. Algumas das técnicas mais comuns são:
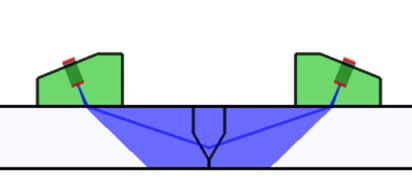
- ToFD de grupo único
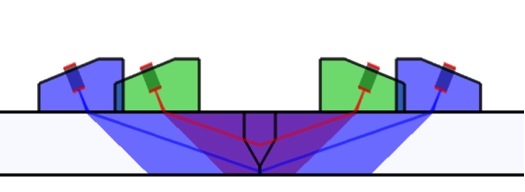
- ToFD múltiplo
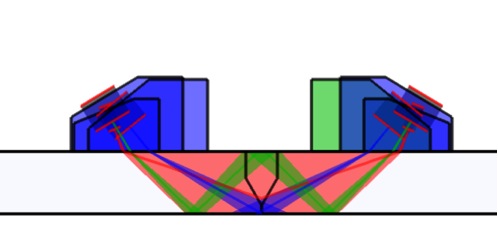
- ToFD com pulso-eco/ondas creeping
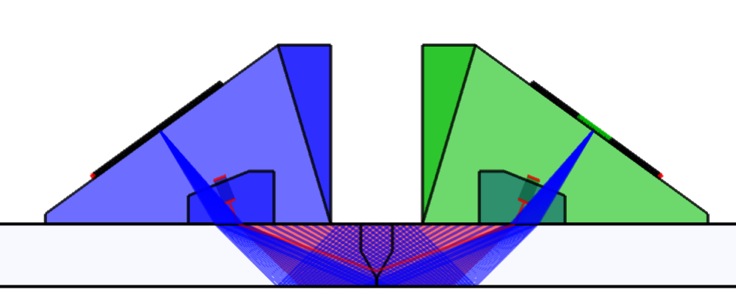
- ToFD com Phased Array
 |  |
 |  |
Teoria básica de ToFD
O ToFD é executado, normalmente, utilizando ondas longitudinais como método primário de detecção. Os sensores ultrassônicos ao lado de cada solda. Um sensor envia o feixe ultrassônico dentro do material e o outro sensor recebe o ultrassom refletido e difratado de anomalias e refletores geométricos. O ToFD fornece uma ampla área de cobertura com um único feixe, explorando a teoria da propagação do feixe ultrassônico no calço e no material inspecionado. Quando o feixe entra em contato com uma parte do defeito, ou fissura, a energia difratada é fundida em todas direções. A medição do tempo de voo dos feixes difratados permite a detecção e a medição dos defeitos de forma precisa e confiável, mesmo se a rachadura e a orientação da fenda não está na direção do feixe inicial. Durante as inspeções comuns de ToFD, os A-scan são coletados para criar imagens de B-scan (visualização lateral) da solda. A análise é feita na unidade de aquisição ou em um software de pós-análise, posicionando os cursores para medir o comprimento e altura da parede dos defeitos.
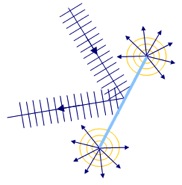
Ilustração de som refletido e difratado
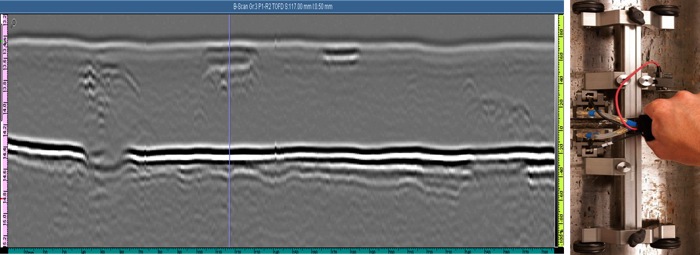
Grupo único de ToFD adquirido através de rastreamento linear manual
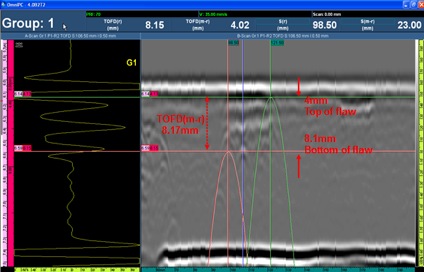
Exemplo de dimensionamento do tamanho do defeito com cursor ToFD
As principais vantagens do ToFD para inspeção de soldas
- Baseado na difração, relativamente indiferente a inclinação do ângulo da solda e a orientação do defeito
- Usa o tempo de chegada dos sinais recebidos dos defeitos para detecção precisa da posição e do tamanho do defeito
- O recurso de dimensionamento preciso faz deste método ideal para o monitoramento de defeitos.
- Configuração e inspeção rápida, com um único feixe proporciona uma grande área de cobertura
- Rastreamento rápido com imagem e registro completo dos dados
- Também pode ser usado para inspeções de corrosão
- O equipamento exigido é mais barato que o equipamento de Phased Array, devido à natureza normal (um pulsador e receptor) e a utilização de sondas convencionais.
- Extremamente sensível para todos os tipos de soldas
Equipamento básico de ToFD
- OmniScan SX UT ou outro módulo de OmniScan MX/MX2/SX, dependendo da técnica
- Escâner ToFD — HST-Lite ou outro
- Sondas ToFD de alta atenuação — CentraScan ou outra
- Calços ToFD — Aço inoxidável e rexolite
- Opcional – software de desenvolvimento técnico e pós-análise – NDT Setup Builder e OmniPC
- Sistema de distribuição de água (acoplante) – WTR-SPRAYER-8L ou similar
Conclusão
O ToFD executa inspeção rápida de solda com recursos excelente de detecção de defeitos e de dimensionamento. A técnica de difração possui recurso de dimensionamento crítico com relativa imparcialidade em relação à inclinação do ângulo ou à orientação do defeito. O ToFD pode ser usado sozinho ou em conjunto com outras técnicas de ensaio não destrutivo.


