Описание
Несмотря на то, что дифракционно-временной метод (TOFD) используется для широкого ряда приложений, его основное предназначение – быстрый контроль кольцевых и продольных сварных швов, или перпендикулярное сканирование TOFD. С момента разработки дифракционно-временного метода, в 1970-х годах, популярность его постоянно растет. Возможно ручное сканирование TOFD, однако, наиболее часто данный метод используется в комбинации с записывающим устройством (кодировщиком или промышленным сканером). Для соответствия требованиям стандартов в Северной Америке, TOFD обычно совмещается с технологией импульс-эхо или фазированными решетками для контроля корня и верхней части сварного шва.
Известные технологии TOFD для контроля сварных соединений
Метод TOFD можно использовать отдельно или в сочетании с другими ультразвуковыми методами. Наиболее известны следующие методики:
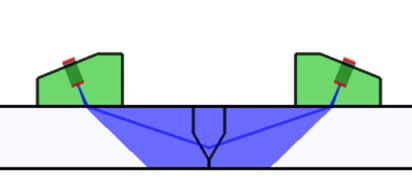
- Стандартный TOFD (одна группа)
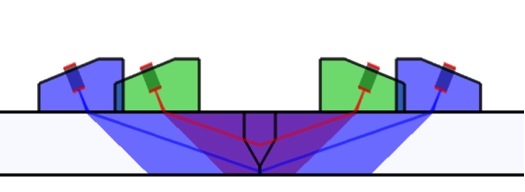
- Мульти TOFD (поддержка нескольких групп)
- TOFD с импульс-эхо/поверхностными волнами
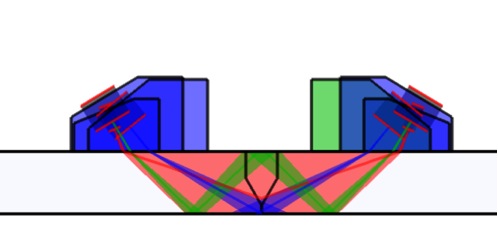
- TOFD с фазированными решетками
 |  |
 |  |
Основы теории TOFD
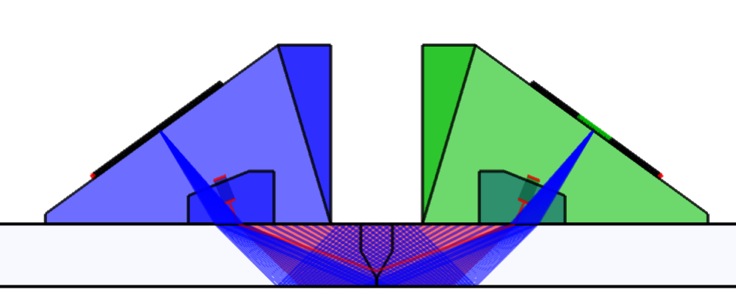
Метод TOFD использует продольные волны как основной способ обнаружения дефектов. Ультразвуковые датчики размещаются с обеих сторон сварного шва. Один датчик посылает ультразвуковой луч в материал, а другой датчик принимает отраженный от дефектов, рассеянный ультразвуковой сигнал. TOFD обеспечивает широкий охват сканирования одним лучом за счет использования теории расхождения ультразвукового пучка в призме и исследуемом материале. При соприкосновении луча с дефектом или трещиной, энергия дифрагированной волны распространяется во всех направлениях. Измерение времени пролета дифрагированных лучей позволяет точно выявлять и измерять размер дефектов, даже если трещина не ориентирована в направлении луча. Во время типичного TOFD-контроля, на основе собранных A-сканов создается B-скан изображение (боковая проекция) сварного шва. Анализ выполняется на блоке сбора данных или в специальной программе, путем позиционирования курсоров для измерения длины и высоты дефектов.
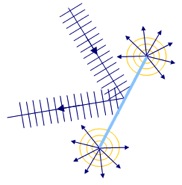
Изображение отраженной и преломленной звуковой волны
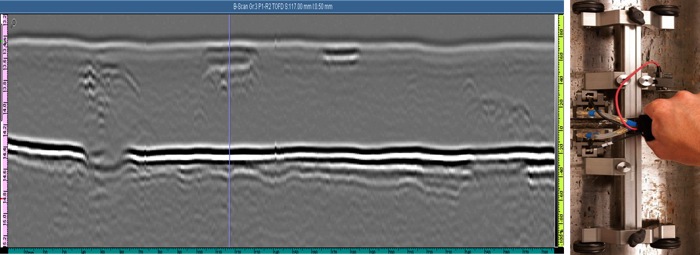
Одиночная группа TOFD, полученная ручным однострочным сканером
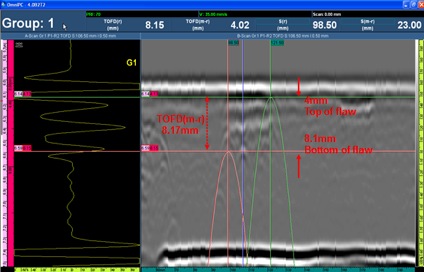
Пример курсора TOFD, определяющего высоту дефекта
Основные преимущества метода TOFD для контроля сварных соединений
- Метод основан на дифракции, поэтому угол скоса сварного шва и ориентация дефекта не имеют особого значения
- Использует время поступления сигнала от вершины трещины для точного позиционирования и измерения дефекта
- Возможность точного определения размеров дефектов
- Быстрая настройка и выполнение контроля за счет широкого охвата сканирования одним лучом
- Экспресс-сканирование с построением изображений и регистрацией данных
- Может использоваться для коррозионного мониторинга
- Перечень необходимого оборудования суммарно менее затратен, по сравнению с оборудованием на фазированных решетках, благодаря классической конфигурации (один генератор и приемник), и использованию традиционных преобразователей
- Высокая чувствительность ко всем типам дефектов сварных швов
Типичное оборудование для TOFD-контроля
- OmniScan SX UT или другой модуль OmniScan MX/MX2/SX, в зависимости от технологии контроля
- Сканер TOFD – HST-Lite или другой
- Высокодемпфированные TOFD-преобразователи – CentraScan или др.
- Призмы TOFD – Rexolite или нержавеющая сталь
- Опции – ПО для анализа данных и разработки методов контроля – NDT Setup Builder и OmniPC
- Система водоснабжения (контактной жидкости) – WTR-SPRAYER-8L или аналогич.
Вывод
Дифракционно-временной метод (TOFD) используется для экспресс-контроля качества сварных соединений с целью выявления и измерения размеров дефектов. Метод дифракции предоставляет возможность точного измерения размеров дефектов вне зависимости от угла скоса сварного шва или ориентации дефекта. TOFD может использоваться самостоятельно или в комбинации с другими методами НК.