Resumo
As soldas metálicas dissimilares e outros materiais acusticamente ruidosos podem ser inspecionados com sondas ultrassônicas convencionais (transmissão-recepção longitudinal [TRL]). O método aperfeiçoado de inspeção usa as sondas Dual Matrix Array (DMA) da Olympus para orientação, controle, inclinação eletrônica e foco de feixes acústicos nos materiais.
Desafios
Realizar inspeção com ultrassom em material dissimilar ou austenítico é muito difícil. As inspeções são ainda mais difíceis quando precisam ser realizadas em apenas um lado do material por que a anisotropia do material da solda provoca a dispersão dos feixes ultrassônicos.
As sondas de elemento duplo TRL são usadas normalmente para inspecionar materiais que contêm um elemento transmissor e outro receptor separado pelo isolamento acústico. Um ângulo de teto e estrábico permite que elas focalizem um ponto da peça, o que provoca uma pseudofocalização. As sondas TRL são adequadas porque eliminam o eco da interface, não possuem zonas mortas causadas pelos ecos do calço, reduzem os sinais de dispersão traseira e permitem o uso de um ganho mais alto.
Porém, a desvantagem das sondas TRL é que, devido ao ângulo refratado fixo e ao ponto pseudofocal, a inspeção pode precisar de muitas sondas para cobrir a variedade de configurações necessárias.
Soluções
As sondas DMA da Olympus, juntamente com o OmniScan® ou o FOCUS PX™, usam ultrassom Phased Array (em vez do ultrassom convencional) para permitir um intervalo de inspeção maior, melhorar a avaliação das ligas de materiais austeníticos de grãos grossos, Inconel® e soldas. As sondas DMA possuem as vantagens do método de S-scan de onda longitudinal focada e de inspeção longitudinal pitch-catch.
Os métodos de inspeção DMA apresentados aqui usam dois tipos de sondas padrão — uma de 2,25 MHz e outra de 4 MHz — que apresentam o recurso de inspeção fora do revestimento para um intervalo maior de materiais austeníticos e biséis das sondas, incluindo metal dissimilar e soldas de liga resistentes à corrosão (CRA).
Descrição do equipamento
A sonda DMA A17 de 2,25 MHz, da Olympus, possui uma configuração de elemento amplo (4 × 7) em cada uma das estruturas de Array e foi otimizada para materiais austeníticos mais atenuantes e mais finos. Cada Array possui uma abertura de 12 mm × 19 mm. Como a sonda DMA A17 possui quatro elementos no eixo secundário, o feixe pode ser conduzido eletronicamente usando um calço plano, sem a necessidade de um ângulo de teto mecânico sobre o calço. |  | 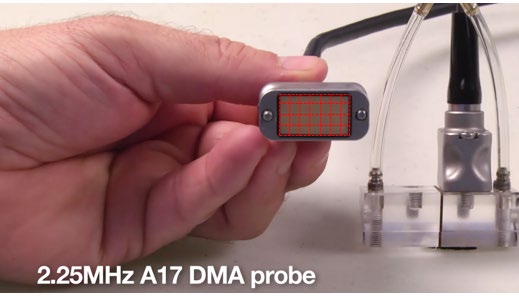 |
A sonda DMA A27 de 4 MHz, da Olympus, possui uma configuração de elemento pequeno (2 × 16) em cada uma de suas estruturas e é otimizada para materiais austeníticos menos atenuantes e mais finos. Cada Array possui uma abertura de 6 mm × 16 mm. Como a sonda DMA A27 possui apenas dois elementos no eixo secundário, os calços precisam de um ângulo de teto mecânico para cada foco ou diâmetro de tubo. |  | 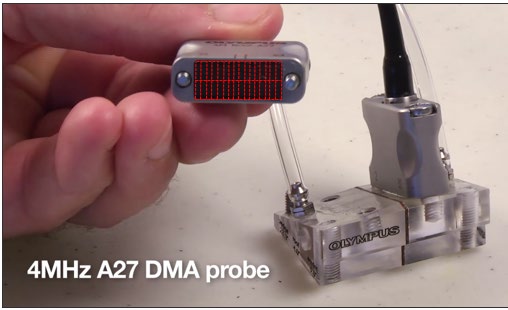 |
 | Como os elementos TX e RCV são acusticamente isolados pelo calço, não é preciso umedecer o material do calço e nem de uma grande distância de separação. O calço DMA é, portanto, um calço menor capaz de ampliar ainda mais a profundidade útil do foco e o alcance da sonda no material, isso resulta em um sinal-ruído maior sobre uma trajetória de som maior. Isso é um avanço para os calços grandes que podem perder uma quantidade significativa de energia devido à atenuação do calço, por exemplo, ao usar sondas de Array linear unidimensionais em inspeções de feixe angular de pulso-eco longitudinal. |
Resultados do teste
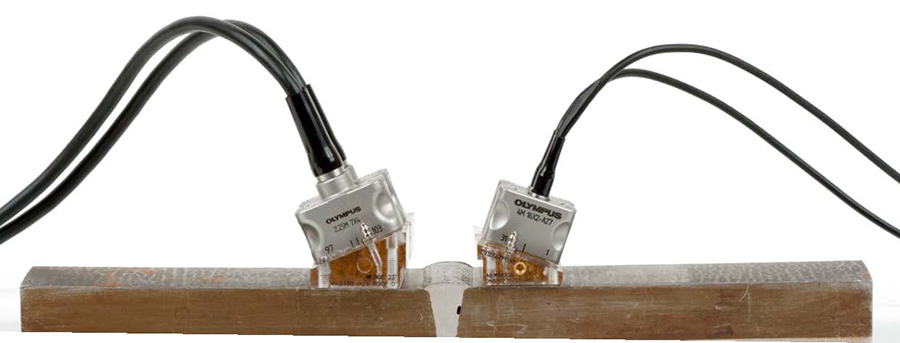
As inspeções volumétricas foram realizadas com uma sonda DMA A17 com um calço DN55L que fornece uma onda longitudinal nominal de 55 graus. O design do elemento grande da sonda A17 de 2,25 MHz é adequado para materiais mais espessos e atenuantes de amostras de Inconel e aço inoxidável 316 descritas abaixo. Um A-scan focado aproximadamente entre 30° e 75° foi usado para cobrir o volume e as áreas da raíz de soldas nas amostras. | 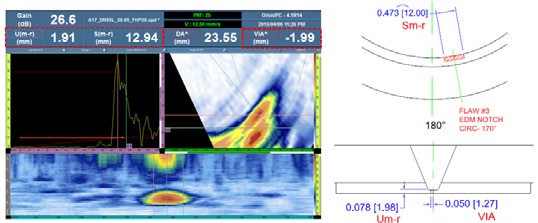 |
Na inspeção da amostra Inconel, a sonda A17 foi usada para visualizar um sulco EDM de 2 mm em uma solda CRA de liga Inconel de 25 mm de espessura através da camada do revestimento. Os cursores do detector de defeitos OmniScan foram usados para medir o tamanho do sulco em uma visualização C-scan, a profundidade e a altura em visualizações de A-scan e S-scan. Os cursores deltas e trigonometria foram usados no cabeçalho do OmniScan e registrados na tabela de indicação gerada diretamente no cabeçalho.
Em uma inspeção de amostra de aço inoxidável 316, a sonda A17 foi usada para detectar a profundidade SDH (orifícios perfurados na lateral) em uma solda de 50 mm de espessura, bloco de calibração (recipiente SS316). A atenuação através da solda aumentou em 12 dB quando comparada à detecção do material base ao lado da solda. |  |
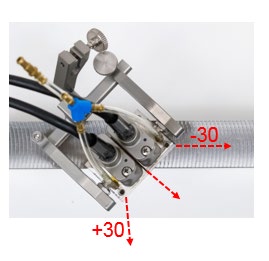
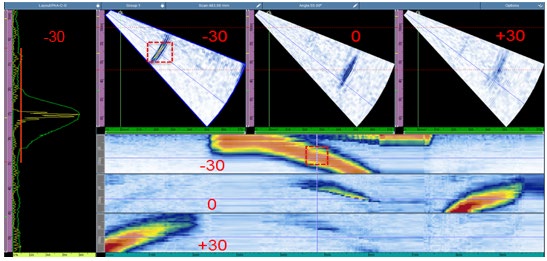
A única vantagem da sonda A17 é o recurso de realizar a inclinação do feixe fora do eixo em que o S-scan poderia ser orientado em ângulos diferentes diretamente na face da solda. Isso só foi possível com a sonda A17 pois ela possui a quantidade de elementos suficientes (quatro) em seu eixo secundário. (A sonda DMA A27 não é capaz de inclinar o feixe fora do ângulo pois possui apenas dois elementos no eixo secundário.)
A principal finalidade do S-scan fora do eixo é de detectar o tamanho axial e transversal da fissura causada por corrosão sob tensão (IGSCC, sigla em inglês) em soldas de tubos austeníticos. O limite da inclinação do feixe fora do eixo é determinado pelo número de elementos no eixo secundário da sonda, assim como pelo tamanho e a frequência do elemento. Embora a sonda A17 seja capaz de uma inclinação de 45° fora do eixo com um calço plano, o limite desta inclinação diminui quando os calços AOD são usados e o diâmetro externo axial do tubo (AOD) é reduzido.
 |  |
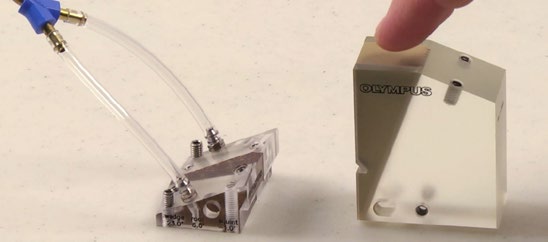
A sonda DMA A27 foi utilizada para realizar inspeções volumétricas e de superfícies em amostras de solda Inconel adicional. (Os testes de superfície se referem à detecção, dimensionamento e caracterização de defeitos superficiais de soldas ou defeitos conexos à superfície externa da solda.) O design do elemento pequeno da sonda A27 de 4 MHz é adequado para materiais mais finos e menos atenuantes dessas amostras. Pode-se usar um calço DB55l ou DNCR. No entanto, para esta aplicação, nós escolhemos o calço DN55L devido à sua versatilidade, tanto para grupos de inspeção volumétrica como para superfície. O design do calço DNCR foi aperfeiçoado para inspeções de superfície em que as espessuras dos biséis das soldas são menores que 25 mm, aproximadamente. A inspeção da superfície complementou a inspeção volumétrica e forneceu uma inspeção com cobertura completa do bisel da solda.
Para as inspeções volumétricas com a sonda A27 e o calço DNCR, uma solda CRA foi analisada com um S-scan entre 30° e 80° com foco de trajetória de som de 30 mm. A velocidade longitudinal do som na solda de liga Inconel 625 é de 5.830 m/s, e a do aço carbono, 5.890 m/s. Essa diferença de velocidade causou uma pequena alteração no ângulo do feixe da interface da solda. A precisão da plotagem da altura e da profundidade depende da determinação precisa dos valores da velocidade do som no material e na solda.
A sonda mostra uma relação sinal-ruído elevada no lado oposto do defeito do bisel detectado. O defeito foi plotado corretamente para corresponder à sua profundidade conhecida e à localização da linha da solda. A profundidade do defeito (DA, sigla em inglês) foi medida com um A-scan de amplitude máxima. As leituras de trigonometria da porta para a trajetória do som (SA), a profundidade (DA), a distância da sonda (PA) e a posição volumétrica referidas a partir do zero no índice do eixo (VIA), foram corretamente plotadas. | 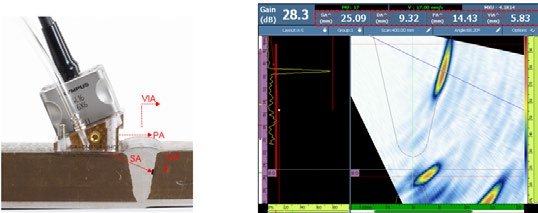 |
Para inspeção de superfícies, a sonda A27 foi limitada a um ângulo alto, inspeção de primeiro salto. A sonda A27 foi configurada usando um S-scan com ângulo alto de aproximadamente 70° e 85° e foco curto. Acima de 70°–75°, aproximadamente, todos os feixes de A-scan foram essencialmente propagados paralelamente à superfície a uma velocidade longitudinal. Isso permite a detecção de uma SDH, um sulco ou um defeito superficial na solda de forma similar. Os resultados da inspeção da superfície não mudam a forma da coroa da solda (alinhada ou não).
 | Na amostra da solda da liga Inconel 625, a solda A27 com o calço DNCR detectaram um sulco na superfície EDM de 1 mm de profundidade e de 10 mm de comprimento a uma distância de mais de 20 mm da face do calço. |
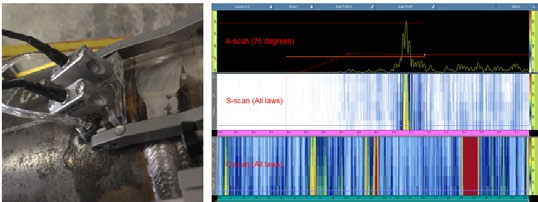 | Em uma amostra de solda de liga Inconel 800 de 152 mm de diâmetro, a sonda A27 com o calço DNCR detectou três defeitos superficiais e um defeito ligado ao diâmetro externo. |
Conclusão
As sondas Dual Matriz Array da Olympus — as comuns de 2,25 MHZ (A17) e 4 MHz (A27) — podem melhorar os recursos de inspeção do OmniScan ou do Focus PX em austeníticos, ligas Inconel e soldas.
A configuração da sonda A17 de elemento largo (4 × 7) é adequada para materiais austeníticos mais atenuantes e mais espessos. A configuração da sonda A27 de elemento pequeno (2 × 16) é adequada para materiais austeníticos menos atenuantes e mais finos.
As sondas DMA compatíveis com o OmniScan são ferramentas de inspeção Phased Array complementares, tanto para usuários avançados como para novatos.
Na amostra da solda da liga Inconel 625, a solda A27 com o calço DNCR detectaram um sulco na superfície EDM de 1 mm de profundidade e de 10 mm de comprimento a uma distância de mais de 20 mm da face do calço.