Resumen
Las soldaduras hechas de metales disímiles, u otros materiales acústicamente ruidosos, pueden ser inspeccionadas usando sondas de ultrasonido convencional por ondas longitudinales de emisión-recepción (TRL). Sin embargo, el uso de las sondas DMA de Olympus por ultrasonido multielemento abren paso a un método de inspección mejorado para guiar, desviar y focalizar haces acústicos a través de dichos materiales.
Desafíos
Los materiales disímiles y austeníticos de las soldaduras son difíciles de inspeccionar usando el ultrasonido convencional. Las inspecciones plantean más desafíos si deben ser efectuadas a partir de un solo lado del material debido a que la anisotropía del material soldado causa la dispersión de los haces del ultrasonido.
Las sondas duales TRL, que son usadas típicamente para inspeccionar estos materiales, presentan un elemento de emisión y recepción separado por aislamiento acústico. Una configuración con ángulos de desviación y de techo permite focalizar dichos elementos en un punto de la pieza creando una seudofocalización. Las sondas TRL son adecuadas porque eliminan el eco de interfaz, no presentan zonas muertas debido a los ecos generados por las suelas, reducen las señales de dispersión y permiten el uso de un valor superior de ganancia.
Sin embargo, la desventaja de las sondas TRL es que, debido a su ángulo de refracción fijo y punto de seudofocalización, la inspección puede requerir muchas de estas sondas para cubrir un rango de configuraciones necesarias.
Soluciones
Las sondas DMA, en combinación con el el detector de defectos OmniScan® o FOCUS PX™, usa el ultrasonido multielemento (en lugar del ultrasonido convencional) para proporcionar un rango de inspección más amplio con el fin de mejorar la evaluación de soldaduras y metales hechos de materiales austeníticos de grano grueso e Inconel® (superaleaciones austeníticas de base níquel-cromo). Las sondas DMA combinan los beneficios de los métodos de inspección S-scan de onda longitudinal focalizada y onda longitudinal por emisión-recepción.
El método de inspección DMA presentado en esta documentación usa dos tipos de sondas estándares (una sonda de 2,25 MHz y una sonda de 4 MHz). Estas proporcionan la capacidad de inspección disponible para un amplio rango de cortes oblicuos en materiales austeníticos y soldaduras, incluyendo metales disímiles y soldaduras de aleación resistente a la corrosión (CRA).
Descripción del equipamiento
La sonda DMA A17 de 2,25 MHz de Olympus contiene una configuración amplia de 4×7 elementos en cada una de sus series y está optimizada para materiales austeníticos gruesos más atenuantes. Cada serie se dota de una apertura de 12×19 mm. Debido a que la sonda DMA A17 presenta 4 elementos en el eje secundario, el haz puede ser orientado electrónicamente usando una suela (zapata) plana, sin necesidad de establecer un ángulo mecánico de techo en la suela (zapata). |  | 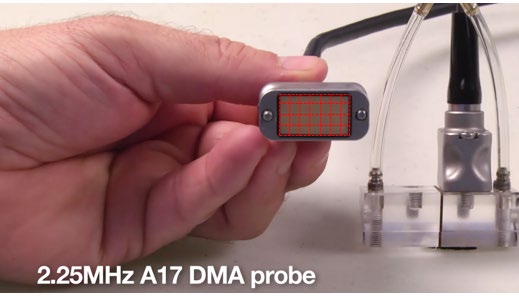 |
La sonda DMA A27 de 4 MHz de Olympus se dota de una configuración pequeña de 2×16 elementos en cada una de sus series y está optimizada para materiales austeníticos delgados menos atenuantes. Cada serie se dota de una abertura de 6×16 mm. Debido a que la sonda DMA A27 presenta solo 2 elementos en el eje secundario, las suelas (zapatas) requieren la configuración de un ángulo de techo mecánico para cada diámetro de tubería o enfoque. | 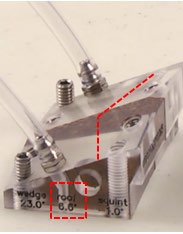 | 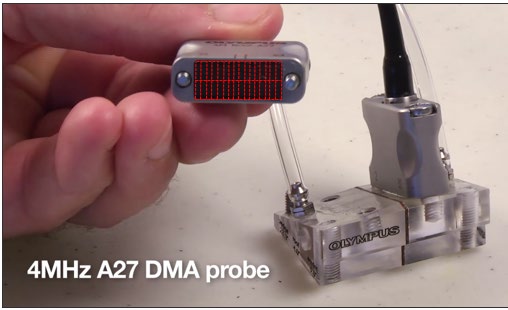 |
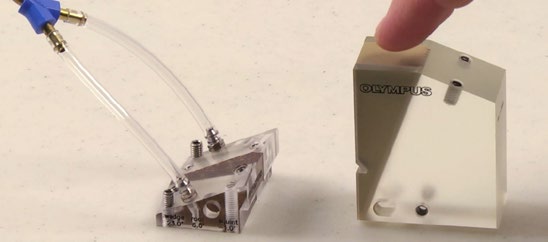 | Debido a que los elementos TX y RCV se encuentran aislados acústicamente a través de la suela (zapata), no se requieren materiales de amortiguación ni una distancia de mayor alcance. Por consiguiente, la suela (zapata) DMA es más pequeña y capaz de ampliar la profundidad y el rango focal útil de la sonda en el material, proporcionando una óptima relación entre señal-ruido a lo largo de una trayectoria de sonido más amplia. Esto es un mejora entre las suelas (zapatas), debido a la pérdida importante de energía que puede producirse por la atenuación de las suelas (zapatas); por ejemplo, al usar sondas de serie lineal unidimensional en inspecciones con una configuración de haz angular longitudinal en pulso-eco. |
Resultados de ensayo
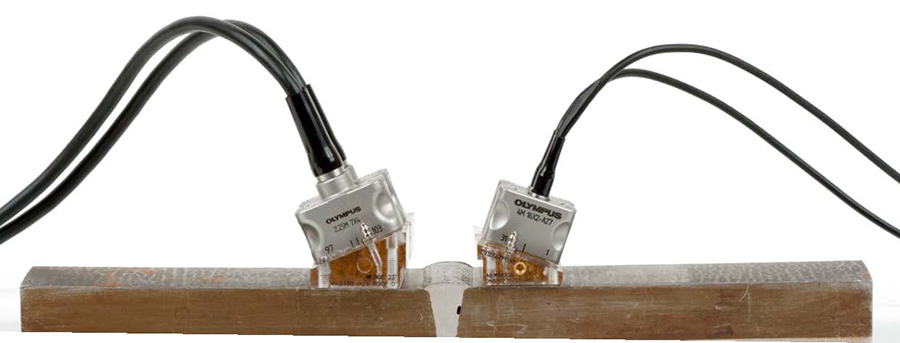
Las inspecciones volumétricas fueron realizadas con una sonda DMA A17 y una suela (zapata) DN55L que proporciona una onda de longitud dual nominal de 55°. La amplia configuración de elementos de la sonda A17 de 2,5 MHz es útil para inspeccionar los materiales más gruesos y atenuantes de las muestras de referencia hechas de superaleaciones austeníticas de base níquel-cromo (Inconel) o acero inoxidable de 316. Un S-scan con una focalización de 30° a 75° aproximadamente fue usado para cubrir las áreas volumétricas y de raíz de las soldaduras en las muestras de referencia. | 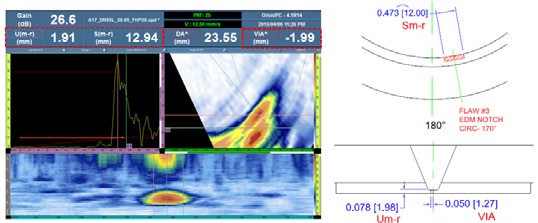 |
Para la inspección de la muestra de referencia hecha de Inconel, se usó la sonda A17 con el fin de visualizar una perforación EDM de 2 mm en una soldadura CRA gruesa de Inconel a través de placas revestidas. Los cursores del detector de defectos OmniScan fueron usados para dimensionar la longitud de la perforación en la representación C-scan, y la profundidad y altura en las representaciones A-scan y S-scan. Los cursores de la variable delta y trigonometría han sido proyectados en el encabezado del OmniScan y registrados en una tabla de defectos generada directamente a partir de dicho encabezado.
En la inspección de la muestra de referencia de acero inoxidable 316, se usó la sonda A17 para detectar un taladro lateral (SDH) de 3 mm de largo y 25 mm de profundidad en una soldadura de 50 mm de espesor que se halla en un bloque de calibración (proveniente de un recipiente a presión) SS316. La atenuación a través de la soldadura aumentó a 12 dB en comparación con el escaneo que se realizó en el material de base al lado de la soldadura. |  |
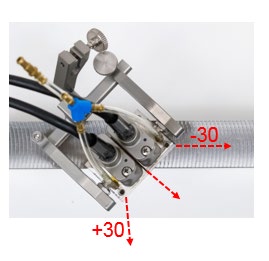
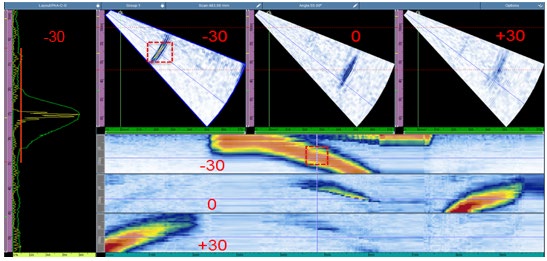
La ventaja diferencial de la sonda A17 es su capacidad para efectuar la desviación del haz fuera del eje, en la que el S-scan podrá ser dirigido hacia otros ángulos en lugar de hacerlo directamente hacia el frente de la sonda. Esto fue posible solo con la sonda A17; ya que, cuenta con una cantidad suficiente de elementos (4) en su eje secundario. La sonda DMA A27 no es capaz de desviar el haz fuera del eje; ya que, cuenta solamente con 2 elementos en su eje secundario.
El objetivo principal del escaneo fuera del eje es detectar y dimensionar grietas por corrosión bajo tensión intergranulares (IGSCC, por sus siglas en inglés) en soldaduras de tuberías hechas de material austenítico. La limitación con respecto a la desviación del haz fuera del eje es definida por la cantidad de elementos en el eje secundario de la sonda y, también, por la dimensión y frecuencia de dichos elementos. A pesar de que la sonda A17 es capaz de efectuar una desviación de haz fuera del eje de aproximadamente 45°, el límite de desviación disminuye cuando se emplean las suelas (zapatas) para inspeccionar el diámetro externo axial de tuberías, y cuando dicho diámetro (AOD) se ve reducido.
 |  |
La sonda DMA A27 fue usada para efectuar la inspección volumétrica y superficial en muestras adicionales con soldaduras hechas a base de Inconel. Los ensayos de superficies hacen referencia a la detección, dimensionamiento y caracterización de defectos poco profundos en la soldadura o a los defectos asociados a la superficie externa de la soldadura. La pequeña estructura de elementos en la sonda A27 de 4 MHz es útil para inspeccionar los materiales más delgados y atenuantes de estas muestras. La suela (zapata) DN55L o DNCR podría ser usada. Sin embargo, para esta aplicación, la suela (zapata) DNCR ha sido seleccionada en lugar de la DN55L; ya que, era más versátil para los grupos de inspección volumétricos y superficiales. La suela (zapata) DNCR ha sido optimizada para inspecciones superficiales en donde los biseles de las soldaduras son menores a 25 mm de espesor aproximadamente. La inspección superficial complementa la inspección volumétrica, proporcionando una completa cobertura de inspección del bisel de la soldadura.
Para la inspección volumétrica que emplea la sonda A27 y la suela DNCR, se controló una soldadura CRA mediante un S-scan de 30 a 80 grados, focalizado a través de una trayectoria acústica de 30 mm. La velocidad longitudinal del ultrasonido en soldaduras a base de Inconel 625 se presentó a 5830 m/s, y la velocidad en materiales de base de acero al carbono se presentó a 5890 m/s. La diferencia de velocidad produjo un cambio leve en el ángulo del haz sobre la interfaz de la soldadura. La precisión del espectro de profundidad y altura dependen de la definición precisa de los valores de velocidad acústica en el material de base y soldadura.
La sonda A27 demuestra una óptima relación de señal-ruido en el defecto oblicuo que fue detectado al lado extremo. El defecto fue representado correctamente con lo cual coincide con la profundidad y ubicación de la línea de la soldadura. La profundidad del defecto (DA, por sus siglas en inglés) fue medida usando un A-scan de la más alta amplitud. Las lecturas de las medidas trigonométricas de la puerta para la trayectoria del sonido (SA), profundidad (DA), distancia de sonda (PA) y la posición volumétrica como se indica a partir del punto cero en el eje del índice (VIA) fueron correctamente representadas. | 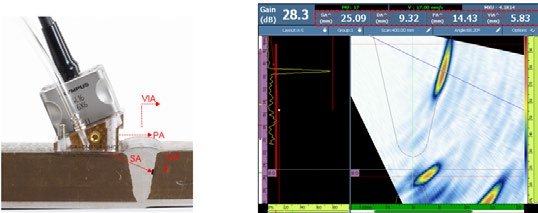 |
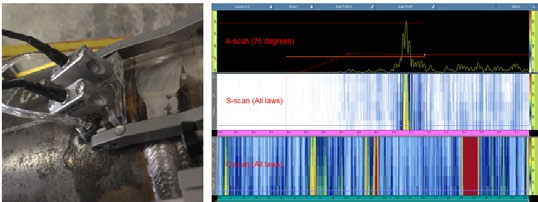
Para la inspección de las superficies, la sonda A27 fue limitada a una inspección de ángulo elevado en un primer trayecto (salto). La sonda A27 fue configurada usando un S-scan de ángulo elevado de aproximadamente 70 a 85 grados con una focalización corta o poco profunda. Por encima del ángulo de aproximadamente 70 a 75 grados, todos los haces en el A-scan se propagaron de forma paralela a través de la superficie mediante una velocidad longitudinal. Esto permitió detectar un taladro lateral (SDH) poco profundo, hendidura, o defecto de soldadura aplicando un modo análogo. Los resultados de inspección de las superficies no cambiaron con la forma de la corona de la soldadura (ya sea al ras o no).
 | En la muestra de soldadura de Inconel 625, la sonda A27 con la suela (zapata) DNCR detectó una hendidura superficial EDM de 10 mm de longitud y 1 mm de profundidad sobre una distancia de 20 mm a partir de la parte frontal de la suela (zapata). |
 | En la muestra de la soldadura hecha de Inconel 800 con 152 mm de diámetro (6 pulg.), la sonda A27 con la suela (zapata) DNCR detectaron tres defectos poco profundos y un defecto asociado al diámetro externo. |
Conclusión
Las sondas Dual Matrix Array estándares de Olympus —de 2,25 MHz (A17) y 4 MHz (A27)— pueden mejorar las capacidades de inspección de un equipo OmniScan o Focus PX para soldaduras hechas con superaleaciones de Inconel o aleaciones de materiales austeníticos.
La amplia configuración de la sonda A17 a 4×7 elementos es apropiada para materiales austeníticos de mayor espesor y atenuación. La pequeña configuración de la sonda A27 a 2×16 elementos es apropiada para materiales austeníticos más delgados y menos atenuantes.
Las sondas DMA, que son compatibles con el detector de defectos OmniScan, son una herramienta adicional para que especialistas y principiantes realicen sus inspecciones por ultrasonido multielemento (Phased Array).
En la muestra con la soldadura de Inconel de 625, la sonda A27 con la suela (zapata) DNCR detectó una hendidura superficial EDM de 10 mm de longitud y 1 mm de profundidad sobre una distancia de 20 mm a partir de la parte frontal de la suela (zapata).