Precision Ultrasonic Gauging for Measuring Coatings

塗料、エポキシ樹脂、および鉄鋼への類似保護コーティングでは、腐食調査用途で潜在的な問題が出てくることが良くあります。 非金属コーティングの音速は通常、鉄鋼の音速の約半分であるため、コーティングによって実際の厚さの倍に相当する数値が測定されるエラーが追加で生じることがあります。 このセクションでは、オリンパスの超音波厚さ計を使ってコーティングの厚さを測定する、さまざまな測定手法について検討していきます。
コーティングを正確に測定することが重要な理由
コーティング厚さは、製品品質、プロセス制御、およびコスト管理に著しく影響を及ぼします。 コーティングがその意図した機能を確実に発揮できるようにするための要素は2つあります。塗料の品質とコーティングの厚さです。 コーティングを正確に測定することによって、幅広い産業に渡って要求事項への適合が保証できます。 超音波厚さ計は非破壊であり、材料表面片側のみからのアクセスを必要とするコーティング厚さ測定を正確に実施できます。
超音波コーティング厚さ測定法
コーティングされたパイプや部品の厚さを測定する方法は2つあります。エコー間測定とTHRU-COAT™(スルーコート)測定です。 各手法には、以下の長所と短所があります。
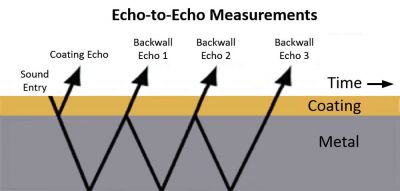
エコー間測定:
エコー間測定法は、38DL PLUS™と45MG(オプション)で利用可能であり、測定からコーティング分を取り除きながら、パイプまたは他の金属構造体の残存肉厚を確実に測定することが可能です。 この手法は、2つの連続する底面エコー間の時間間隔を計り、コーティングのない金属材料の厚さを正確に表す値を実現します(多重底面エコーは金属内で存在可能ですが、コーティング内では通常存在しないため)。
エコーtoエコー測定法を使用する利点には、次のようなものがあります。
- 一般的な各種探触子に対応
- 粗い表面のコーティングにも対応
- 適切な探触子を使用して最大約500℃(930℉)の高温環境下で動作可能
エコーtoエコー測定法の制限事項には、次があります。
- 著しく腐食した金属にはない、複数の底面エコーが必要
- THRU-COAT測定と比較して厚さ測定範囲が限定的
THRU-COAT(スルーコート)測定:
THRU-COAT測定法では、金属上の塗料のような薄い非金属コーティングと金属の厚さを別々に測定できます。 この手法では、特許取得済みのソフトウェアを使用してコーティング内の1往復に相当する時間間隔を特定します。 全体の測定からこの時間間隔を差し引くことで、金属基板の厚さが計算できます。 THRU-COAT測定は、コーティング厚が0.125 mm(0.005インチ)未満の場合、または外面のコーティング表面が粗面または不規則面の場合には、 正しく動作しないことがあります。 THRU-COAT測定の詳細については、超音波厚さ計の測定モードに関するガイドをご覧ください。
エコーtoエコー測定法と比較してTHRU-COAT機能を使用する利点には、次があります。
- 幅広い金属の厚さに対応。鉄鋼の場合、通常1 mm(0.04インチ) から50 mm(2インチ) 超まで
- 必要な底面エコーは1つのみ
- 金属に孔食がある場合、より正確に最小残存肉厚を測定可能
THRU-COAT機能の不利な点には、次があります。
- コーティングには非金属かつ0.125 mm(0.005インチ)以上の 厚さが必要
- コーティング表面が比較的滑らかであること
- 2つの特殊な探触子のいずれかが必要
- 最大表面温度が50℃(125 °F)の表面にのみ使用可能
オリンパスの超音波厚さ計を使うコーティングを通した残存肉厚測定の詳細については、リソースにある製品動画チュートリアルをご覧ください。